前言:本文节选自我司客户【江南大学-段亚弟】于【2021年12月】所发表的论文:《2.5D机织SiCf/SiC复合材料制备及强韧化机理研究》,仅供交流学习,版权归原创者所有,侵立删。
摘要
SiCf/SiC复合材料在航空发动机热端部件方面具有广泛的应用前景。随着空天飞行器马赫数和航空发动机的推重比的不断提升,对SiCf/SiC复合材料的强韧性提出了更高要求。目前,国内对于SiCf/SiC复合材料的研究多集中于第一、二代SiC纤维,而显著提升抗氧化性的第三代SiC纤维及其复合材料的强韧化机理鲜有报道。因此,开展第三代SiC纤维增强SiC基体复合材料制备及力学性能研究具有重要的应用价值。
界面层和基体是SiCf/SiC复合材料的关键微结构单元,对其强韧性具有至关重要的影响。本课题针对国产第三代SiC纤维,以2.5D机织结构为骨架结构,设计并制备了四种界面相以及两种基体体系的SiCf/SiC复合材料,采用声发射(AE)和X射线断层扫描(Micro-CT)无损检测技术与常温断裂韧性相结合的方法,分析了2.5D机织SiCf/SiC复合材料的力学行为及渐进损伤过程,有效地揭示了失效机理。具体研究内容及结论包括:
(1)以国产第三代SiC纤维织造的2.5D机织层层角联锁预制件为骨架结构,通过使用化学气相沉积法(CVD)、化学气相渗透法(CVI)和先驱体浸渍裂解法(PIP),设计并选用PyC、PyC/SiC、BN和BN/SiC四种界面层体系以及先驱体为PCS、VHPCS两种基体体系,制备了2.5D机织SiCf/SiC复合材料。在此基础上,对不同基体和界面层的2.5D机织复合材料微观结构进行了表征。结果表明,界面层的沉积和先驱体的种类都会影响复合材料的最终性能。在基体体系中,以PCS先驱体制备的SiCf/SiC复合材料致密较低,开孔率较高。在界面层体系内,相比于单界面层的试样,复合界面层的试样具有较高的密度的和较低的孔隙率。
(2)聚焦PCS为基体先驱体,结合AE无损检测技术,开展了含有PyC、PyC/SiC、BN和BN/SiC四种界面体系2.5D机织SiCf/SiC复合材料的常温断裂韧性研究,获得载荷-挠度曲线和AE信号曲线,分析损伤模式,以揭示不同界面层体系2.5D机织SiCf/SiC复合材料的损伤机理。结果表明,具有复合界面层的试样表现出更高的断裂韧性,SiC层的引入明显提高了材料内部的耗能机制。而BN界面层在制备中受到了一定损伤,表现出较强的界面结合,材料的力学性能下降。此外,声发射技术可以完整描述SiCf/SiC复合材料的实时损伤过程。其中,含有复合界面层的试样在纤维大量失效前,由于SiC层对裂纹的阻挡作用,产生了更多的界面损伤,对应也产生了较高能量的AE事件。
(3)为了进一步研究基体对SiCf/SiC复合材料性能的影响,设计并选用PCS和液态VHPCS两种先驱体制备SiC基体,结合AE和Micro-CT无损检测技术,开展了两种基体体系的2.5D机织SiCf/SiC复合材料常温渐进损伤行为研究,对比分析了组分材料对力学性能以及微观形貌的影响规律,揭示材料的渐进损伤失效机理。结果发现,两种基体体系的复合材料在密度、孔隙率以及力学性能等方面均有所差异。在相同的基体体系内,界面层对2.5D机织SiCf/SiC复合材料力学性能的影响趋势存在一致性。但是,对比两种基体体系材料的力学性能数据发现,虽然以VHPCS为先驱体可以制备得到更加致密化的复合材料,但是其在力学性能上没有得到特别大的提升。借助Micro-CT的损伤可视化和损伤定量分析中,可以观察到试样B/S-SiCf/SiCPCS和B/S-SiCf/SiCVHPCS不同的损伤发展,孔隙缺陷的分布对SiCf/SiC复合材料的渐进损伤行为和最终损伤机制有着重要的影响。试样B/S-SiCf/SiCVHPCS内部含有明显的孔隙分布特征,可以在材料承载时有效调节应力集中,使裂纹扩展的面积更大,保证SiCf/SiC复合材料具有良好的强韧性,同时也产生了更多的AE损伤信号。而B/S-SiCf/SiCVHPCS的致密化程度虽然得到了提高,但其基体内部含有较多微裂纹,在加载过程中,裂纹尖端应力不能被及时释放,最终导致复合材料在力学性能没有得到很大的提升。
关键词:2.5D机织;SiCf/SiC复合材料;界面层;基体;渐进损伤;断裂韧性
第一章 绪论
1.1 研究背景与意义
SiCf/SiC复合材料在航空发动机热端部件方面具有广泛的应用前景。随着空天飞行器马赫数和航空发动机的推重比的不断提升,对SiCf/SiC复合材料的强韧性提出了更高要求。相比于第一代连续碳化硅纤维和第二代连续碳化硅纤维,于2020年量产的第三代连续碳化硅纤维在其发展上进一步提升了其耐高温性能,加速了SiCf/SiC复合材料工程化应用基础的研究步伐。
界面相和基体是SiCf/SiC复合材料的关键微结构单元,对其强韧性起着至关重要的作用。其中,界面层的主要作用是使裂纹发生偏转,改变纤维与基体之间的结合强度;而基体先于界面层和纤维遭受外部载荷冲击,在经历弹性形变后,材料内部逐渐形成微裂纹、裂纹偏转、纤维桥联等载荷传递或者应力释放的方式。可见,合理设计界面相和基体,探讨其对SiCf/SiC复合材料强韧性影响是亟需解决的关键科学问题。
本课题依托国家重大科技两机专项,以国产第三代SiC纤维为对象,选用2.5D机织预制体为骨架结构,设计并制备了含有不同界面层的和基体体系的SiCf/SiC陶瓷基复合材料,采用声发射(AE)和X射线断层扫描(Micro-CT)无损检测技术与常温断裂韧性相结合的方法,分析2.5D机织SiCf/SiC复合材料的力学行为及渐进损伤过程,有效地揭示了失效机理,旨在为航空发动机热端部件的结构设计和应用提供数据支撑。
1.2 SiCf/SiC复合材料研究进展
1.2.1 组分材料概述
1.2.1.1 纤维及其预制件结构
鉴于单相陶瓷的脆性,通常必须引入增强增韧材料来提高陶瓷材料的安全可靠性。增韧材料一般以颗粒、晶须及连续纤维等方式存在,其中,使用连续纤维方式增韧的复合材料具有更好的增韧效果和力学性能。对于陶瓷基复合材料(Ceramic Matrix Composites,CMCs)而言,SiC纤维相比其他种类的增强纤维,具有更好的高温抗氧化特性。在SiCf/SiC复合材料中,由于纤维与基体为同质成分,可以缓解了材料在制备中的热变形失配问题。但是由于SiC纤维中在制备中残留不同程度的氧和游离碳杂质,这也严重影响了其抗高温力学性能。
自从20世纪70年代,Yajima教授以聚碳硅烷(Poly carbo silane, PCS)为先驱体合成了连续SiC纤维以来,国际上形成以“Nicalon”、“Tyranno”和“Sylramic”、“Siboramic”系列为主的SiC纤维已经商业化。同时,按照SiC纤维的物相组成和结构特点,其发展又可以分为三个阶段:第一代为无定型SiC纤维,属于高氧高碳型。纤维在其组成上为非化学计量比组成,含有大量的非晶相,直接导致了其耐高温性能差。第二代为微晶SiC纤维,属于低氧高碳型。在纤维的制备过程中使用电子束辐照的方式抑制交联过程中过多氧含量的引入。这种方式虽然降低了氧的含量,但并没有同时降低碳的含量。因此,第二代SiC纤维的抗氧化性能仍不能达到实际的应用要求。第三代为多晶SiC纤维,属于低氧低碳型。通过引入外来元素Al或改变高温裂解的氛围,在纤维的制备过程中多余的碳被消耗。同时还可以达到控制SiC晶粒的均匀生长的作用,最终得到具有近化学计量比和高结晶特性的第三代SiC纤维,其力学性能和高温抗氧化性能得到了进一步的提升。上世纪80年代,国内的国防科学技术大学率先进行了SiC纤维的研发,经过不断的工艺改进,制备出KD-I型纤维(高氧高碳型)、KD-II型纤维(低氧高碳型)和KD-SA型纤维(低氧低碳型)。随后,厦门大学也陆续展开该方面的研究,当前已具有制备低氧和近化学计量比SiC纤维的能力。

在连续SiC纤维发展的基础上,通过不同织造工艺形成预制体形式,进而作为SiCf/SiC复合材料骨架结构是高性能SiC纤维应用的重要桥梁。预制件的结构形式使得SiC纤维束在SiCf/SiC复合材料中有不同的排布方式,直接影响了载荷在SiCf/SiC复合材料的内部的传递,最终使复合材料表现出不同的损伤模式和力学性能。常见的预制件结构有二维机织,三维机织和三维编织。其中,三维织物具有层间连接性能好、强度高和整体净成形等优点,已成为航空发动机燃烧室、尾喷管和涡轮导叶等热端部件的理想候选材料的重要骨架结构。谭僖研究了二维机织,2.5D机织和三维五向编织三种预制体结构增强SiCf/PyC/SiBCN复合材料的力学性能,包括弯曲,拉伸,压缩性能等。结果发现,预制体结构明显影响了材料内部的损伤发展,导致了在力学性能上的差异性。其中,2.5D机织SiCf/PyC/SiBCN复合材料在承受各种类型的应力时都可以表现出较为均衡的强度。


1.2.1.2 界面
界面层作为SiCf/SiC复合材料中的决定性组分材料,具有多重作用。理想的界面层具有包括修饰纤维表面缺陷;脱粘,偏转裂纹以及阻挡裂纹;载荷传递;良好的物理化学相容性等作用。而纤维与基体之间的界面结合强度需要合理的设计和调整来提高CMCs的强度和断裂韧性。界面相结构主要分为四种:(a)弱界面层;(b)层状结构界面层;(c)交叠界面层;(d)含有多孔结构的界面层。

近年来,国内外研究学者已经对SiCf/SiC复合材料中的界面层进行了广泛的研究,包括常温及高温条件下SiCf/SiC复合材料的力学行为研究。其中,最常用的来提高SiCf/SiC复合材料力学性能的界面层有热解碳(PyC)层和氮化硼(BN)层。在其基础上,也开始有界面层交叠的(BN/SiC)n和(PyC/SiC)n。于海蛟深入研究了PyC层、SiC层单层界面以及(PyC/SiC)n复合界面层在不同厚度下的微观结构特征及其与纤维、基体之间的结合强度,进一步研究了3D KD-Ⅰ/SiC复合材料常温条件下的力学性能和氧化性能。结果发现在常温条件下,以PyC层为首层的多层界面层体系具有更好的裂纹偏转作用,大大提高了试样的断裂力学性能。Yang W等在研究2D-SiCf/SiC复合材料的力学性能时发现,随PyC层厚度增加到100nm,材料的强度增加,并且可以保持相似的水平直到其厚度增加至200nm。蒋丽娟等在研究三维预制件结构对SiCf/SiC复合材料的拉伸性能影响的基础上,发现使用三维五向编织结构增强的SiCf/SiC复合材料具有最好的力学性能。并且通过对比发现,在其中引入PyC/SiC层后,复合材料的拉伸强度、模量及其断裂应变分别得到了提高。赵文青、吕晓旭等研究了含有BN及BN/SiC层的mini-SiCf/SiC复合材料的常温力学性能;Dai等在不同厚度BN层的基础上引入SiC层,结果都表明SiC层的引入保护了BN界面层的完整性;并且当BN界面层的厚度较厚增加到500nm时,基体裂纹在BN层的子层之间可以实现多次偏转来缓解了微复合材料中的应力集中,最终提高了复合材料的力学性能。综上,不难发现,通过界面层的合理设计与制备,可以SiCf/SiC提高复合材料的韧性。
1.2.1.3 基体及其制备工艺
非氧化物基体(SiC基体及其复相陶瓷基体)是CMCs的主要基体相,相比较于其他无机非金属材料,其具有更好的耐高温和强度,尤其是在高温强度和抗热震性方面性能突出。目前,SiCf/SiC复合材料最常见的制备工艺有:先驱体浸渍裂解工艺(Precursor Infiltration Pyrolysis,PIP)、化学气相渗透工艺(Chemical Vapor Infiltration, CVI)以及熔融浸渍工艺(Melt Infiltration,MI)。三种工艺具体的制备工艺路线如图1-6所示,各工艺优缺点如表1-1所示。其中,CVI和PIP工艺在国内已经广泛应用。
(1)PIP工艺
PIP工艺是在先驱体转换法制备连续SiC纤维的基础上发展起来的。具体的工艺过程为:将预制件在先驱体溶液中浸渍若干时间,待其在较低温度下发生交联固化,随后再进行高温裂解,经过多次重复“浸渍-裂解”的过程,直到复合材料达到致密状态。该工艺具有以下优势:A)先驱体具有可设计性,可以根据SiCf/SiC复合材料不同的实际应用需求来控制SiC基体的成分;B)制备温度低,对组分材料(纤维预制件、界面)的损伤较小;C)可以实现近净成型,且制备工艺简单,可以实现大型复杂形状预制件结构的复合材料的制备。但是不足的是,PIP工艺最终制备的SiCf/SiC复合材料内部含有较高的孔隙率,这会影响其在实际应用中的高温抗氧化性能。同时,在制备过程中为了提高基体材料的致密程度,需要多次的 “浸渍-裂解”的制备过程,导致整个工艺周期较长。
使用PIP工艺制备SiC/SiC复合材料时,组分材料预制件、先驱体和PIP的工艺调控都会对陶瓷基复合材料的最终性能产生重要的影响。目前常用的先驱体为聚碳硅烷(Poly carbo silane,PCS),其具有陶瓷产率高、对纤维损伤小等优势。在此基础上,国防科技大学已经开发出了含乙烯基液态聚碳硅烷(VHPCS)先驱体,其在常温条件下为液态,并且陶瓷产率可以达到60%以上。之后,中国科学院化学也研究制备了烯丙基改性的全氢聚碳硅烷(AHPCS)、乙烯基改性全氢聚碳硅烷(VHPCS)等液态聚碳硅烷。Lian研究了传统PIP工艺制备中热解温度对SiCf/SiC复合材料性能的影响,结果发现,随着热解温度从1100°C逐渐升高到1500°C,复合材料的抗弯强度从742±45MPa降低到467±38MPa,而模量也从99±7GPa增加到108±4Gpa,但SiC晶粒尺寸从3.4nm增加至6.4nm。SiCf/SiC复合材料强度的降低主要是由于制备过程中热解温度对SiC纤维造成了损伤,导致了材料力学性能的下降。王飞采用液态先驱体VHPCS作为先驱体原料,采用PIP工艺制备SiCf/SiC复合材料,经过比对发现,使用液态先驱体VHPCS来生成SiC基体时,可以有效制备更加致密的复合材料,同时也缩短了制备周期,并且降低了制备成本。侯慧宁围绕电泳沉积结合PIP的方法,探究制备工艺参数对纤维预制件及SiCf/SiC复合材料的性能的影响,结果发现,电泳沉积(SITE-P)工艺缩短了复合材料致密化周期,同时试样的密度和导热性能显著提高。但是,在单束纤维模拟测试中,随着电泳时间的增加,纤维单丝的强度逐渐下降,表明其对纤维单丝的损伤也随之增加。
(2)CVI工艺
CVI也是制备SiCf/SiC复合材料的一种常用工艺,其工艺为:首先将预制件置于化学气相沉积炉内,气态先驱体可以借助扩散作用到达预制件内部,随后发生化学反应生成了固体晶体粒子逐渐沉积在孔隙壁上。CVI工艺的优点有:A)可以制备得到高纯度和高结晶的SiC基体;B)制备过程中工艺对纤维和界面的损伤较小,可以更好地控制减少材料的机械损伤;C)可以通过控制制备工艺参数,制备出成分及性能连续变化的梯度基体材料;D)可以制备含有复杂结构的复合材料。但也存在不足之处,在CVI工艺中,气态先驱体向预制件内部的扩散作用会被阻碍,因此降低了SiCf/SiC复合材料的致密程度及其性能;同时,该工艺制备周期较长,成本高,设备复杂。
近年来,国内外已有学者展开研究了“CVI+PIP”两种工艺结合来制备SiCf/SiC复合材料,以弥补传统工艺在制备中的不足。通常,首先采用化学气相渗透法进行预制件的沉积工艺,然后再通过PIP工艺实现多次“浸渍-裂解”循环来完成复合材料的致密化,这种结合有效减少了材料的制造周期。而且这两种工艺技术在材料制备中的不同阶段的具备各自优势,CVI工艺技术更有利于填充纤维束内部的细小孔隙,而PIP工艺技术更利于填充纤维束之间的大孔。R.T.Bhattand等通过研究CVI和PIP制备的不同SiCf/SiC复合材料,结果发现CVI工艺制备的SiCf/SiC复合材料的蠕变行为是根据应力情况表现出以纤维为主导,而PIP工艺制备的SiCf/SiC复合材料在应力作用下表现出由纤维作为主体引导的蠕变损伤。这说明了这两种工艺制备的复合材料的力学特性不同。Liu通过结合CVI和PIP技术制备了SiCf/SiC复合材料,通过优化CVI工艺中SiC基体的沉积速率和数量,制备得到了具有高密度,低孔隙率,在微观结构上更加均匀化的复合材料,使其表现出更加优异的力学性能,这也表明了“CVI+PIP”工艺的制备路线是一种很有前途的工艺技术。
(3)MI工艺
MI工艺首先是制备出多孔的连续SiC纤维增强碳基中间体,随后熔融硅与碳基体反应生成SiC基体。该工艺制备周期短;可以实现结构复杂的预制件的制备,且制备得到基体的致密性好,可以在航空领域广泛应用。但通常在制备过程中,由于碳和硅含量比例不容易控制,导致生成的基体中不可避免地含有较多的残余游离硅,很大程度降低了SiCf/SiC复合材料的耐高温性能,因此需在材料表面制备环境障碍涂层(Environmental Barrier Coat,EBC)。王洪达等通过研究比较了SiCf/SiC复合材料在高温条件下耐氟熔盐腐蚀性能,其复合材料分别使用MI、PIP、CVI三种工艺制备完成。结果发现,由CVI工艺制备的SiC基体具有高纯度和高结晶性,最终表现出更好的耐腐蚀性能。

1.2.1.4 孔隙特征
受预制件结构形式和制备工艺的影响,SiCf/SiC复合材料不可避免地含有不同形态特征的孔隙,这将导致复合材料的最终力学性能和抗氧化性发生变化。预制件的结构通过会影响纤维束在材料内部的排布方式,进而导致了不同尺寸的孔隙分布。通常,大尺寸孔隙主要存在于纤维束之间,小孔隙分布在纤维束内。而采用不同的制备工艺也会影响孔隙在SiCf/SiC复合材料中的大小分布和形状特征。通常,当材料受载时,内部孔隙缺陷的尖端都是易产生应力集中的地方,也是微裂纹的源头,这会加快基体的开裂和破坏过程,最终直接影响了SiCf/SiC复合材料在承载时的损伤演化和损伤模式。因此,在分析SiCf/SiC的损伤演化过程时,材料中的孔隙及其分布特征也是必须要考虑的因素之一。杨甜甜等在2.5D机织SiCf/SiC复合材料中借助从Micro-CT提取了纱线和孔隙的原始数据,并且通过引入虚拟小孔和大孔构造,建立了非均匀孔分布模型(N-模型)。最后观察到应力集中分布在有孔隙缺陷的区域,特别是巨型孔隙缺陷的位置,这也就表明了孔隙缺陷对SiCf/SiC复合材料的力学性能及其失效模式起着至关重要的作用。
1.2.2 SiCf/SiC复合材料的力学性能研究
如前所述,SiCf/SiC复合材料主要应用于火箭发动机、防热罩、前缘以及其他热防护部件。可见,作为高温热结构材料,其服役环境十分复杂。目前,国内外学者主要围绕SiC/SiC复合材料,重点开展了服役环境、结构形式和结构参数等对其力学性能的效应,探究了损伤演化和失效机理。
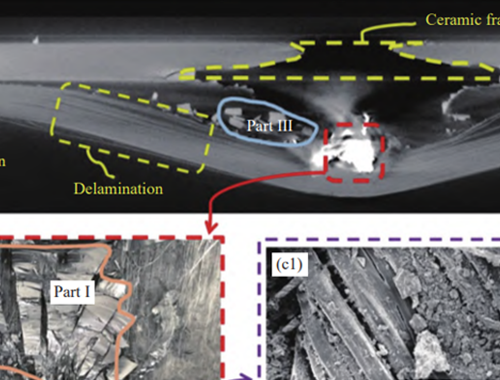
对于SiCf/SiC复合材料断裂失效行为的研究包括高温抗氧化性或常温条件下拉伸和弯曲、异物冲击、疲劳失效等损伤断裂行为。Choi和Bhatt等评估了SiC/SiC复合材料抗1.59mm钢球冲击的能力,结果发现材料在室温及1316℃空气环境下的实验结果表现出了相似的破坏机制。当冲击速率为115m/s时,材料未表现出明显的内部损伤,力学性能也未发生衰减。随着冲击速率的增加,内部损伤加剧并且力学性能开始衰减。当速率>300m/s时,钢球能够击穿材料,材料的强度保留率约为50%。主要的内部损伤类型包括分层、纤维断裂及基体剪切断裂。Hu等研究了2D-C/SiC复合材料在小质量和高速冲击下的力学行为。采用单级光气枪对2D-C/SiC复合材料试样进行了冲击,随后进行了准静态冲击后拉伸试验并且收集了测试中的的声发射信号。结果发现,材料在冲击下的损伤过程是一个逐渐演化的过程。在90m/s时出现单点损伤模式,是拉应力波和切应力波共同作用的结果;而110m/s处的三点破坏模式均为拉应力波造成。随着冲击速度的增加,材料的残余强度降低。残余强度的转折点与剥落的发生相对应,因此残余强度是反映冲击损伤程度的有效参数。冲击的速度不仅影响材料的损伤模式也会影响最终的残余强度。Y. Xue等对二维编织SiCf/SiC复合材料进行了多级疲劳试验,发现SiCf/SiC复合材料在相对较低的疲劳应力下,裂纹容易发生在原始缺陷附近和不同基体成分的边界处。但这些裂纹通常是相互分离的,可以通过调整工艺路线来更均匀和致密的基体。在相对较高的疲劳应力下,裂纹在拓展过程中不断地相遇连接,形成了较大的裂纹,这会显然降低了SiCf/SiC复合材料复合材料在使用条件下的抗氧化性,并且为氧化剂进入材料内部的提供了通道。此外还发现,循环疲劳应力会对界面相造成很大的损伤,促进了界面脱粘。最后总结出了SiCf/SiC复合材料在疲劳载荷下的损伤特征。Lu等制备了SiCf/BN/SiC微型复合材料,在1000℃、1200℃、1300℃、1400℃和1500℃下的空气中氧化两小时,分别进行拉伸试验和纤维推出试验。结果发现SiCf/BN/SiC微型复合材料在1000℃氧化后的界面结合强度最适中,其力学性能也得到了明显的提升。罗征针对国产第一代SiC纤维(KD-Ⅰ型),在优化PIP工艺的基础上,采用含乙烯基液态聚碳硅(LPVCS)来制备三维四向的SiCf/SiC复合材料,有效改善了材料的性能。随后重点针对SiCf/SiC复合材料在高温(1300℃下)条件下的力学性能进行研究,主要设计拉伸性能,弯曲性能,疲劳性能,蠕变性能及疲劳-蠕变交互作用的实验测试。结果发现材料经高温处理后,有环境障碍涂层的试样表现出更好的韧性和强度,但PyC层直接被损耗。
综上,目前国内对于SiCf/SiC复合材料的研究多集中于第一、二代SiC纤维,而显著提升抗氧化性的第三代SiC纤维及其不同预制件结构增强SiCf/SiC复合材料的力学性能鲜有报道。同时,界面层、孔隙特征和基体对第三代SiCf/SiC复合材料的强韧化性能研究也尚处于起步阶段。
1.2.3 无损检测技术在SiCf/SiC复合材料中的应用
开展SiCf/SiC复合材料内部结构及渐进损伤分析对理清其失效机制具有至关重要的作用。当前,诸如声发射(AE)、非接触应变测量(DIC)和X射线显微计算机断层扫描(Micro-CT)等无损检测(Non Destructive Testing,NDT)技术快速发展,在SiCf/SiC复合材料得到广泛应用。
声发射是一种有效的实时动态的无损监测方法,可以对材料内部的结构变化和损伤演化过程进行实时监测。目前,声发射在SiCf/SiC复合材料内部用于实时获取动态损伤,包括拉伸、弯曲、冲击和疲劳加载等载荷形式下班的损伤演化,并且可以根据声发射特征参数通过聚类分析来进行损伤识别。但是这种监测技术不能将材料内部损伤可视化,并且在目前的研究中,大多数研究都是基于C/SiC复合材料。而针对于同质化的SiCf/SiC复合材料的研究比较少,主要集中于其微复合材料的损伤信号进行研究。X射线计算机断层扫描(Micro-CT)可以提供复合材料结构的完整三维结构信息。内部断层图像可以通过重构来获取3D虚拟体积,这些体积通过强大的软件进行分类和量化,有助于裂纹拓展的识别和材料损伤的表征。对于SiCf/SiC复合材料,其内部纱线的形貌以及孔隙缺陷成为人们所关注的重点,使用Micro-CT可以清晰、准确地展示所测部位内部的状况。C. Liu等利用数字体积相关来测量三维四向SiCf/SiC复合材料在弯曲载荷作用下的三维结构的X-CT成像表面位移,利用三维位移信息通过图像减法相关算法,检测和可视化SiCf/SiC复合材料中的裂缝发展,最后可以清楚观察到材料的破坏模式。拉伸裂纹在拓展中会被材料内部非均匀的微观结构阻挡,试样的最终破坏是由于弯曲载荷下中基体的多次开裂造成的。L. Saucedo-Mora等采用非原位和原位X射线计算机断层扫描和数字体相关分析相结合的方法,对SiCf/SiC复合材料C环试样进行了损伤发展的原位观察。研究了基体开裂损伤的渐进发展过程以及非均匀加载对损伤的影响。近年来,也有学者开始通过结合多种无损检测技术来评价三维编织复合材料损伤起裂/演化的常用方法。Hu等结合AE、DIC和Micro-CT三种无损检测技术研究了3D C/SiC复合材料在小质量高速冲击载荷下的力学行为,结果表示无损检测方法的结合很好地监测了复合材料力学测试的实时损伤,进一步揭示了损伤的发展。Djabali等研究了弯曲载荷下碳/环氧厚层板复合材料的疲劳损伤演化。毫无疑问,多种无损检测技术的结合可以获得更好的渐进力学数据和内部损伤演化图像,对我们有效理解复合材料的失效机制非常重要。
综上,声发射、非接触应变测量和X射线显微计算机断层扫描无损检测技术已在SiCf/SiC复合材料的内部结构重构、内部损伤模式揭示和渐进损伤分析等方面得到一定发展。然而,有关2.5D机织SiCf/SiC复合材料的渐进损伤研究还鲜有报道。
1.3 本文的主要研究内容和创新点
1.3.1 本课题的研究内容
以2.5D机织结构增强的SiCf/SiC复合材料具有不可比拟的承载及高温性能,成为新型军用飞行器航空热端部件的理想候选材料。本课题以国产第三代SiC纤维为对象,选用2.5D机织预制体为骨架结构,设计并制备了含有不同界面层的和基体体系的SiCf/SiC陶瓷基复合材料,采用AE和Micro-CT无损检测技术与常温断裂韧性测试相结合的方法,分析2.5D机织SiCf/SiC复合材料的力学行为及渐进损伤过程,有效地揭示了其失效机理。本课题研究技术路线如图1-7所示,主要研究内容包括以下方面:

(1)本课题基于国内SiC纤维的发展,针对国产第三代SiC纤维织造的2.5D机织预制体为骨架结构,设计并选用PyC、PyC/SiC、BN、BN/SiC四种界面层体系以及先驱体为PCS、VHPCS两种基体体系,结合CVD、CVI和PIP工艺,完成了2.5D机织SiCf/SiC复合材料试样的制备。
(2)聚焦PCS为基体先驱体,结合AE无损检测技术,开展含有PyC、PyC/SiC、BN、BN/SiC四种界面体系2.5D机织SiCf/SiC复合材料的常温断裂韧性研究,获得载荷-挠度曲线和AE信号曲线,分析其损伤模式,以揭示不同界面层体系2.5D机织SiCf/SiC复合材料的损伤机理及界面层对复合材料的强韧化影响。
(3)为了进一步研究基体对2.5D机织SiCf/SiC复合材料性能的影响,设计并选用PCS和液态VHPCS两种先驱体制备2.5D机织SiCf/SiC复合材料。结合AE和Micro-CT无损检测技术,开展了两种基体体系SiCf/SiC复合材料的常温断裂渐进损伤行为,对比分析了基体对SiCf/SiC复合材料试样力学性能和孔隙分布的影响规律,以揭示其渐进损伤失效机理,以期获得复合材料工艺中基体与复合材料性能之间的关联规律。
1.3.2 本课题创新点
(1)目前,对于国产第三代SiCf/SiC复合材料的强韧性研究尚处于探索阶段。本课题开展了第三代SiC纤维微观表征,设计了丰富的界面层和基体体系,理清了界面层和基体体系对2.5D SiCf/SiC复合材料强韧性影响规律,为国产第三代SiC纤维增强SiC复合材料制备及其在航空热端部件的应用提供了充足的数据支撑,具有明显的创新性。
(2)目前,有关2.5D机织SiCf/SiC复合材料的渐进损伤研究还不够充分。本课题在开展常温断裂韧性法测试过程中,有效地结合了AE和Micro-CT无损检测技术,探索了2.5D机织SiCf/SiC复合材料内部损伤演化规律,理清了失效机制,这对于SiCf/SiC复合材料的微细结构调控具有明确的指导意义,也将为航空热端部件结构设计及应用提供重要理论依据。
第二章 2.5D机织SiCf/SiC复合材料试样设计及制备
目前国内对于SiCf/SiC复合材料的研究多集中于国产第一、二代SiC纤维,而显著提升抗氧化性的第三代SiC纤维及其2.5D机织SiCf/SiC复合材料的常温力学性能鲜有报道。本章以国产第三代SiC纤维织造的2.5D机织层层角联锁预制件为骨架结构,设计制备了PyC、PyC/SiC、BN、BN/SiC四种界面层体系以及PCS和VHPCS两种先驱体基体体系,通过结合化学气相沉积(CVD)、化学气相渗透法(CVI)和先驱体浸渍裂解(PIP)制备2.5D机织SiCf/SiC复合材料,并阐述了复合材料试样的微细观分析表征方法。
2.1 原材料与预制件的制备
2.1.1 纤维材料
本课题研究使用的纤维原料为国产第三代SiC纤维(Cansas 3301,0.5K)。SiC纤维表面光滑且没有明显晶粒堆积,单丝之间规整排布且整体直径均匀。在纤维截面元素分析中,Si、C、O、Al四种元素沿纤维直径方向分布均匀。在第三代SiC纤维的制备过程中通过引入外来元素Al,可以消耗纤维中多余的碳,同时还可以控制SiC晶粒的均匀生长,最终得到具有近化学计量比和高结晶特性的SiC纤维,其力学性能和高温抗氧化性能进一步提升。经XRD图谱发现,纤维也具有良好的结晶结构,SiC的晶粒尺寸可以达到8.4nm。在拉曼光谱观察到SiC纤维中含有不同形态的残留自由碳,其R(ID/IG)=1.77。

2.1.2 预制件的结构设计及制备
2.5D机织结构具有层间连接强度高和整体净成形等优点,已成为航空发动机燃烧室、尾喷管和涡轮导叶等热端部件的理想候选材料的重要骨架结构。因此,本课题选用的增强骨架结构为2.5D机织层层角联锁预制件结构,最终预制件由江南大学复合材料研究所三维织机制造。预制件经密为8根/cm,纬密为6根/cm;纤维体积含量为45%±2。

2.2 2.5D机织SiCf/SiC陶瓷基复合材料的设计与制备
本课题采用CVD、CVI和PIP工艺完成2.5D机织SiCf/SiC复合材料试样的制备,具体的制备工艺流程主要包括界面层制备、基体制备和涂层制备。

2.2.1 界面层的制备
SiCf/SiC复合材料中的连续相和增韧相均为脆性材料,可以通过引入界面层的方式来增加复合材料内部的增韧机制。当裂纹在材料内部拓展时,界面层可以通过阻挡、偏转裂纹来消耗裂纹的尖端应力,从而使纤维脱粘拔出、纤维桥连和纤维断裂的方式来提高SiCf/SiC试样的强韧性。PyC层和BN层是两种最常见的用来提高SiCf/SiC复合材料力学性能的层状界面层,并且当PyC层的厚度达到200nm,BN层具有较厚的厚度(500nm)时,其具有良好的裂纹偏转作用。本课题在前面许多学者对界面层的研究基础上,针对国产第三代SiC纤维,设计制备了PyC、PyC/SiC、BN、BN/SiC四种界面层体系。具体的制备过程如下:
单界面层PyC、BN层的制备工艺使用化学气相沉积法,具体为:(1)PyC界面层:将化学气相沉积炉内抽真空,使用丙烷为碳前驱体,N₂为载气,在1100℃下沉积4h制备了PyC界面层;(2)BN界面层:将化学气相沉积炉内抽真空,通入三氯化硼和氨气,在1000℃下沉积4h,制得BN界面层。(3)在完成PyC层和BN层制备的预制体上,使用化学气相渗透法制备复界面层SiC层,具体制备工艺为:在升温至900℃的真空化学气相沉积炉内,按比例1:5:5分别通入三氯甲基硅烷、H₂和Ar,沉积30h。沉积完界面层的预制件如图 2-4 所示。
弱界面层PyC层和BN层的厚度分别为188nm和634nm,可以用来偏转裂纹;而强界面SiC层有1504nm,可以阻挡部分的裂纹拓展。不同界面层形成的纤维表面形态明显不同。PyC和BN单层界面层制备后的纤维表面比较平整。其中,PyC层表面呈现散状较小的突起,而BN层表面光滑平整。在完成SiC界面层制备后,PyC/SiC和BN/SiC复合界面层的表面具有明显的晶体“小岛”堆积。这是由于SiC界面层的制备厚度较厚,界面层生长转换为岛状生长,使涂层表面有明显的岛状突起。显然,这也将对试样最终的密度和孔隙率产生影响。其 XRD 图谱如图 2-6 所示,可以观察到主界面层为 PyC 中微晶碳,但主界面层为 BN 没有明显的BN 晶体。而引入 SiC 层后,从图中可以发现,SiC 的衍射峰强度相对很大,且峰形较尖锐,说明了纤维中的 SiC 晶粒尺寸较大,计算得到 SiC 层的晶粒尺寸10.31nm。



2.2.2 基体制备
先驱体的选择也会影响基体沉积的致密化,进而影响2.5D机织SiCf/SiC复合材料的力学性能。使用先驱体浸渍裂解工艺制备SiCf/SiC复合材料可以根据材料的实际应用需求来设计制备基体,从而可以达到控制SiC基体的成分。因此在本课题中,2.5D机织预制件在制备完成界面层后,也将通过该工艺技术来完成2.5D机织SiCf/SiC复合材料试验件的制备。
本课题选择了两种先驱体:固态聚碳硅烷(PCS220,福建立亚新材)和液态乙烯基改性全氢聚碳硅烷(VHPCS,中国科学院化学研究所)。PCS先驱体是一种常用的SiC基体先驱体,为黄褐色脆性固体,通常将其溶于二甲苯等有机溶剂后来浸渍纤维预制件。VHPCS是一种乙烯基改性全氢聚碳硅烷,常温为淡黄色液体,能够均匀地深入预制件内部,与SiC纤维良好的浸润性,相比于PCS,具有更高的陶瓷产率。
(1)以PCS为先驱体:首先,将预制件在真空容器中用PCS溶液在常温下浸渍10小时以上。其中,PCS溶液是将固体PCS溶解在二甲苯中,PCS的质量分数为50%。随后在100℃,1MPa的条件下保压0.5小时。然后,将预制件在1200℃下N₂(纯度为99.99%)氛围中热解0.5小时。需要重复“浸渍-热解”过程达12~15个循环,直至SiCf/SiC复合材料裂解增重率<2%。完成基体制备的试样根据其界面层分别命名为P-SiCf/SiCPCS,P/S-SiCf/SiCPCS,B-SiCf/SiCPCS,B/S-SiCf/SiCPCS。其中,P为PyC层、P/S为PyC/SiC复合界面层、B为BN层、B/S为BN/SiC复合界面层,下标PCS为以PCS为基体先驱体。

(2)以液态VHPCS为先驱体:首先,将沉积完界面层的预制体在真空条件下浸渍液态先驱体10h。随后在温度为100℃,压力为1MPa的条件下保压0.5小时。然后在真空氛围1200℃下裂解,需要重复 “浸渍-裂解”过程达到8~10个循环,直至SiCf/SiC复合材料的增重率<2%。制备完成后的复合材料板使用先驱体VHPCS制备的试样分别命名为P-SiCf/SiCVHPCS,P/S-SiCf/SiCVHPCS,B-SiCf/SiCVHPCS,B/S-SiCf/SiCVHPCS。其中,下标VHPCS为以VHPCS为基体先驱体制备复合材料。

使用PCS为先驱体制备的试样,密度范围为2.20g/cm³~2.29g/cm³,开孔率为8.87%~9.46%。而以VHPCS制备的试样,其密度范围在2.69g/cm³-2.80g/cm³之间,开孔率为4.47%~5.15%。采用PCS作为先驱体,完成复合材料的制备达12个循环周期以上,导致制备周期较长;并且在PCS裂解过程中,小分子溢出会在基体中形成较多的孔隙缺陷。而采用VHPCS作为先驱体,对于提高复合材料最终的致密度,降低其孔隙率,同时减少制备周期均有较大作用。可以看出,先驱体的选择明显影响了复合材料的最终密度和开孔率。以先驱体VHPCS制备的试样致密化程度提高,材料的密度有所提高,开孔率更低。同时,在相同的先驱体中,界面层对于材料的密度和孔隙也有一定的影响。相比于单界面层的试样,复合界面层的试样具有较高的密度的和较低的孔隙率,这主要是因为在单界面层PyC和BN上沉积的SiC层后,由于沉积的厚度较厚形成了明显的晶粒堆积,也影响了最终试样的致密化程度。

2.2.3 涂层制备
2.5D机织SiCf/SiC复合材料试样地涂层制备按照高温测试试样的制备要求,因此在复合完成基体制备后对试试样按照试验测试尺寸进行切割,在缺口处预埋钢丝,然后对试样表面进行涂层。具体的制备工艺为:将SiC化学气相沉积炉内抽真空,真空度小于100Pa,升温至1100℃,通入三氯甲基硅烷、H₂和Ar,这三者流量比例为1:5:5,炉内压力1000Pa,沉积25h,得到SiC涂层。最终制备的复合材料如图 2-9 所示。

2.3 实验方法与表征手段
2.3.1 密度与开孔率测试
先驱体种类的选择对材料的致密度和开孔率有明显的影响。本文采用阿基米德排水法来测量2.5D机织SiCf/SiC复合材料的体积密度及其开孔率。
2.3.2 常温断裂韧性测试
在CMCs中,材料的断裂韧性可以使用临界应力强度因子KIC来表示,目前,常采用单边切口梁法(Single Edge Notched Beam,SENB)来测试。通过载荷-挠度曲线提取试样的临界载荷P,计算材料的KIC,以此来表征2.5D机织SiCf/SiC复合材料试样的断裂韧性。本课题试验测试参考ASTM C1421-01标准,使用SENB法来测定复合材料的断裂韧性。沿复合材料板经向切割试样测试尺寸为50mm×6mm×3mm。试样的切口采用线切割加工,最大切口宽度为200μm,切口深度为a为1.2mm±0.1。
SiCf/SiC复合材料试样的试验测试在万能试验机(Instron 3385H型)上进行,其中,弯曲试验测试跨距S为30mm,加载速度为0.5mm/min,最终获得SiCf/SiC复合材料试样的载荷-挠度曲线,每组试样各测试3组。

2.3.3 声发射损伤检测
在力学性能测试同时,利用声发射仪器DS-2A对弯曲损伤过程中的AE信号进行实时监测。测试使用了两个声发射传感器(RS-54A),其频率范围为100-900kHz。在测试过程中,使用硅脂油作为声发射传感器与试件表面的偶联剂。两个传感器之间的距离为25mm。阈值设置为40dB,以减少电气和机械噪音对声发射特征参数采集的影响。采样频率设置为10MHz,以监测实验过程中的所有事件。最终AE特征参数由系统实时记录。
2.3.4 微观表征
2.3.4.1 X射线计算机断层扫描
采用X射线计算机断层扫描(Micro-CT)对2.5D SiCf/SiC复合材料的裂纹扩展进行了研究。本课题采用上海恩迪检测技术控制有限公司提供的:德国diondo d2高分辨率全能型微焦点工业CT检测系统设备(德国diondo GmbH)对具有复合界面层的试样进行扫描。基于对扫描区域尺寸及扫描分辨率的要求,课题中所选的扫描样本尺寸为20mm×20mm×3mm。Micro-CT检测是在加速电压为90kV、束流电流为120μA的diondo d2上进行,试样的扫描分辨率为6μm。之后利用VGSTUDIO MAX 3.1软件进行感兴趣区域(ROI)的建立,利用二维切片图像采集数据,重建2.5D机织SiCf/SiC复合材料结构,并提试样内部的孔隙体积和损伤体积。2.5D SiCf/SiC复合材料渐进损伤的具体的实验扫描过程为:首先,对试件的力学行为进行分析,并根据载荷曲线提取特征点。然后,在力学试验测试中,试样在特定的应力水平终止并取出进行CT扫描。之后,将样品再次安装到测试机上,并加载到一个较高的应力水平。整个过程以这种方式重复,直到试样失效。
2.3.4.2 扫描电子显微镜观察
使用扫描电子显微镜(Scanning Electron Microscopy, SEM)来观察试样的断裂形貌,以分析2.5D机织SiCf/SiC复合材料的损伤机理。采用日本日立株式会社su1510型SEM对SiC纤维束、界面表面和复合材料的损伤形貌进行观察;并采用扫描电镜携带的EDS对纤维表面及截面元素成分含量统计采集。
2.3.4.3 X射线衍射物相分析
使用X射线衍射仪(D2PHASER,德国)对SiC纤维及界面层进行物相分析,扫描范围为10°~90°。最后对XRD图谱采用Gaussian函数拟合,提取谱图中的半高宽FWHM,带入Scherrer公式中,计算得纤维晶粒尺寸。
2.4 本章小结
本章选用国产第三代SiC纤维织造的2.5D层层角联锁织物为骨架结构,设计了PyC、PyC/SiC、BN、BN/SiC四种界面体系和先驱体为PCS、VHPCS的两种基体体系,制备了2.5D机织SiCf/SiC复合材料,并开展了SiC纤维和界面层进行了微观表征。主要结论如下:
(1)对于国产第三代SiC纤维微观表征发现,纤维表面光滑平整,且纤维的制备达到了均质化,Si、C、O、Al四种元素沿纤维直径方向分布均匀。经XRD图谱发现,纤维也具有良好的结晶结构,SiC的晶粒尺寸可以达到8.4nm。在拉曼光谱观察到SiC纤维中含有不同形态的残留自由碳,其R(ID/IG)=1.77。
(2)在沉积界面层后的XRD图谱中,含有PyC层的界面相中含有微晶碳,但BN层里没有明显的BN晶体衍射峰。引入复层的SiC层的SiC衍射峰强度相对较大,其晶粒尺寸可达10.31nm。在显微图像中,观察到PyC层表面呈现散状较小的突起,而BN层表面光滑平整。在完成复合界面层制备后,SiC界面层的表面具有明显的晶体“小岛”堆积。随后使用image-j软件提取界面PyC层和BN层的厚度分别为188nm和634nm,可以用来偏转裂纹;而界面SiC层有1504nm,可以阻挡部分的裂纹拓展。
(3)针对2.5D机织SiCf/SiC复合材料,基体的选择会影响其致密化程度。在2.5D机织预制件的基础上,采用PCS作为基体先驱体时,制备得到的复合材料含有较低的密度和较高的开孔率,不利于提高SiCf/SiC复合材料的致密度。而采用VHPCS作为基体先驱体,在减少材料制备周期的同时,提高了复合材料的致密度,降低了其开孔率。在相同的先驱体中,界面层对于材料的密度和孔隙也有一定的影响。由于在单界面层PyC和BN上沉积的SiC层后,由于沉积的厚度较厚在纤维表面形成了明显的晶粒堆积,导致含复合界面层的试样具有较高的密度的和较低的孔隙率。
第四章 基体对2.5D机织SiCf/SiC复合材料性能的影响
为了进一步研究先驱体种类对其性能的影响,本章节在PyC、PyC/SiC、BN、BN/SiC四种界面相的基础上,采用了液态VHPCS为先驱体来沉积SiC基体,完成了2.5D机织SiCf/SiCVHPCS复合材料试样的制备。采用AE无损检测技术与常温断裂韧性相结合的方法,获取了载荷-挠度曲线、关键力学特征值以及AE损伤信号曲线。在此基础上,结合Micro-CT重建2.5D机织SiCf/SiC复合材料结构,并提试样内部的孔隙分布和损伤体积。随后通过对比两种基体体系复合材料特定的应力水平下的的损伤形貌,来分析基体对SiCf/SiC复合材料损伤演化的影响。
4.1 基体对2.5D机织SiCf/SiC复合材料力学性能的影响
以液态VHPCS为先驱体制备SiCf/SiCVHPCS复合材料的具体过程已在2.2章节的试样制备中给出,采用阿基米德法测试得到试样的密度和开孔率。图4-1为不同界面层的SiCf/SiCVHPCS复合材料的载荷-挠度曲线。每条曲线都可以完整描述试样的模量随着载荷的增加而逐渐减小的过程,可以看出,所有试样也表现出“伪塑性断裂”特征,具体包括三个阶段:(1)初始阶段:所有曲线在初始阶段有较短的左尾迹,之后随着载荷的增加均呈现线性变化。试样切口处预埋丝上的涂层损伤也引起了线性阶段载荷曲线有明显的拐点。(2)上升至最大载荷:随着加载的持续增大,试样均表现出不同程度的非线性特征直至最大载荷。随着载荷的持续增加,基体中的裂纹不断连接和扩展,损伤的累积使复合材料的模量逐渐降低,具体表现为曲线的斜率减小。其中,P-SiCf/SiCVHPCS试样在临近最大载荷227.06N前,出现了曲线波动;P/S-SiCf/SiCVHPCS试样在最高载荷288.57N之前有明显的拐点;B-SiCf/SiCVHPCS试样具有最低承载载荷,仅为106.81N;B/S-SiCf/SiCVHPCS试样在达到最大载荷238.76N前,试样模量表现出明显的降低。(3)试样失效:每种试样的载荷曲线有较长的右尾迹,且在最大载荷后都表现出明显的抖动下降,说明试样的强度和韧性可以达到了很好的统一。在这个阶段里,纤维在载荷的作用下不断断裂,同时还伴随着其它损伤的持续拓展。由于界面层的强影响作用,试样之间的承载差异性与以PCS为先驱体制备的试样的曲线相似,进一步说明了在SiCf/SiC复合材料承载过程中,界面层起着不可或缺的作用,影响了试样的最终承载能力。

以VHPCS为基体先驱体制备SiCf/SiC复合材料的断裂韧性KIC如图4-2所示。除了试样B-SiCf/SiCVHPCS具有最低KIC为6.47MPa·m¹ᐟ²,其他试样均具有较好的断裂韧性。其中,P-SiCf/SiCVHPCS的KIC为13.99MPa·m¹ᐟ²;而含有复合界面层的试样的断裂韧性KIC明显提高,试样P/S-SiCf/SiCVHPCS和B/S-SiCf/SiCVHPCS的KIC分别为16.93MPa·m¹ᐟ²和15.81MPa·m¹ᐟ²。
通过对比可以发现,在相同的基体体系内,界面层对其力学性能的影响趋势具有一致性。对于主界面层为PyC的试样,PyC层可以有效偏转裂纹,而SiC层的引入进一步阻碍了基体内裂纹尖端应力,进一步提高了材料的强韧性。具有BN层的试样都具有较低的断裂韧性,说明以PCS、VHPCS为先驱体制备SiC基体时,由于高温条件下水氧坏境的破坏,都会使BN层其受到一定的损伤,影响了界面结合强度。虽然试样B-SiCf/SiCVHPCS的断裂韧性低于试样P-SiCf/SiCVHPCS,但在引入复界面SiC层后,其断裂韧性显著提高。对比两种基体体系材料的力学性能数据发现,使用先驱体VHPCS可以得到更加致密化的复合材料,但是其在力学性能上并没有很好的提升。试样P/S-SiCf/SiCVHPCS具有最好的力学性能,含有其他界面层的均以PCS为先驱体时表现出较好的力学性能。由于SiCf/SiC复合材料试样内部的存在不可避免的孔隙缺陷,使试样的力学性能表现出一定的离散性。

4.2 基体对2.5D机织SiCf/SiC复合材料孔隙的影响
SiCf/SiC复合材料含有多种组分材料,包括预制体、界面、基体,在其制备过程中,由于SiC纤维束的排布方式和纤维束间的相互挤压,先驱体的种类及基体制备工艺的影响,导致制备的2.5D复合材料中含有独特的孔隙分布特征。为探明两种基体体系的SiCf/SiC复合材料材料性能的差异,需对试样的内部的组分材料分布可视化。因此,本课题采用Micro-CT对含有复合界面层的试样进行了扫描,通过利用图像处理软件VG的自适应中值滤波和迭代最佳阈值对SiCf/SiC复合材料中孔隙进行处理统计后,提取扫描试样内部的孔隙分布和孔隙体积。图4-3为SiCf/SiC复合材料试样沿经向截面的CT图像,可以清楚地观察到试样内部的纤维束路径以及基体和SiC纤维内的孔隙分布,并且基体内的孔隙分布具有一定的特征性(浅灰色为SiC纤维,深灰色为SiC基体,黑色为孔隙缺陷,白色为预埋丝在扫描时的伪影)。
由于纤维排布方式的影响,制备基体后的复合材料内部也含有一定数量的闭孔,并没有达到理想的致密化程度。如图4-3的Micro-CT图像所示,复合材料内部存在纤维束内的小孔隙和基体内的大孔。加之预制件在织造过程中,厚度方向上的经向纤维束没有紧密排列和对齐,导致相邻经纱之间的基体中出现了通孔。同时可以发现,孔隙缺陷的位置分布基本都处于经向和纬向的纤维束交织之间的经向纤维束下侧。在界面层体系中,相对于复合界面层PyC/SiC,含有BN/SiC层的试样具有更好的致密程度。这是因为在纤维表面制备界面层后,其界面层的表面形貌也对基体的沉积产生了影响,SiC层的晶粒堆积也影响了最终基体的沉积情况。复合界面层PyC/SiC表面有明显的晶粒堆积,虽然具有复合界面层PyC/SiC的复合材料内部的SiC基体与SiC界面层为同质结合,但是由于纤维表面粗糙程度的影响,两者之间的结合相对于具有复合界面层BN/SiC试样的较弱。同时,在先驱体体系中,以VHPCS为先驱体制备的SiCf/SiC复合材料的致密化程度明显提高。不难发现,孔隙的分布影响了两种基体体系SiCf/SiC复合材料的力学性能。这是由于以PCS为先驱体制备SiCf/SiC复合材料时,PCS在裂解过程中有大量小分子逸出,形成泡沫状基体,导致材料内部含有更多的孔隙。但这些孔隙分布会弱化界面结合强度,有利于载荷的传递与耗散,因此SiCf/SiCPCS复合材料试样表现出较好的力学性能。而液态的VHPCS先驱体与纤维有良好的浸润性,有利于提高复合材料的密度,降低其孔隙率,但在致密化的基体内部含有较多的小闭孔和微裂纹,因此,虽然SiCf/SiCVHPCS复合材料的致密化程度较好,但其力学性能并没有得到很大的提升。

利用VG软件中的VGDefX算法对复合材料内部的孔隙缺陷进行可视化操作。为了更明显地统计2.5D机织SiCf/SiC复合材料中孔隙的分布,计算得到复合材料的孔隙率。对比阿基米德法测得试样的开孔率可以发现,试样内部其实还存在大量的闭孔。比较两种基体体系的复合材料,液态先驱体具备优异的浸渍性能,可以制备更加致密的复合材料。试样P/S-SiCf/SiCVHPCS、B/S-SiCf/SiCVHPCS相比于试样P/S-SiCf/SiCPCS、B/S-SiCf/SiCPCS,基体内部孔隙较小,这与复合材料的密度和孔隙率的测量结果一致。同时,具有复合界面层PyC/SiC的试样相对于含有BN/SiC层的试样具有更高的孔隙率,这主要是由于SiC层的引入影响了基体的沉积情况。SiC的厚度可达1500nm,在其制备过程中,界面层生长转换为岛状生长,使涂层表面有明显的岛状突起,提高了纤维表面的粗糙度;而BN/SiC层制备后,涂层表面比较平整。因此,纤维表面的粗糙程度完全会影响基体的沉积情况与最终材料致密化程度的提高。


4.3 基体对2.5D机织SiCf/SiC复合材料损伤模式的影响
考虑到SiCf/SiC复合材料的实际应用环境的性能要求,BN层相对于PyC层具有更好的高温抗氧化性,且引入SiC层后,SiCf/SiC复合材料在高温条件下可以表现出一定的自愈特性,从而使其具有良好的高温抗氧化性能。从前面的实验测试结果与分析得到,试样B/S-SiCf/SiC同样具有优良的力学性能,因此下面将对含有BN/SiC复合界面层的试样B/S-SiCf/SiCPCS、B/S-SiCf/SiCVHPCS进行损伤演化分析,以分析两种为基体先驱体PCS、VHPCS对2.5D机织SiCf/SiC复合材料力学性能和损伤拓展的影响。
图4-5为试样的应力-时间曲线、AE信号曲线,选取AE事件的能量值来表征其实时损伤过程。不难发现,载荷曲线的斜率的变化伴随着明显的AE事件能量的浮动,说明在复合材料内部也产生了相应的损伤。为了更好地分析基体先驱体对SiCf/SiC复合材料性能的影响,从力学试验测试得到的荷载-挠度曲线中选取了3个应力水平(A、B、C点)。在线弹性段选择A点,检查试样中初始裂纹的萌生;B点选择在拐点附近,观察裂纹在载荷作用下的进一步萌生和演化;C点选择在试样宏观损伤之后,观察试样最终的破坏形式。具体渐进损伤测试过程为:根据载荷曲线提取的特征点,试样在特定的应力水平终止并取出进行Micro-CT扫描。之后,将样品再次安装到测试机上,并加载到下一个的应力水平。整个过程以这种方式重复,直到试样失效。

试样B/S-SiCf/SiCPCS的渐进损伤相貌如图4-6所示,在弹性阶段A点(200N),除部分原始孔隙缺陷外,在切口尖端处观察到了初始裂纹,由于纬向纤维束内部含有小孔隙,裂纹在拓展中更易于穿过纬向纤维束截面。且在弯曲试验中,试样的最大拉压应力分别位于试样的底部和顶部。随着载荷加载到B点,初始裂纹进一步拓展,并且沿着经向纤维束的方向进行拓展。同时,在试样的压缩侧,由于试样的弯曲屈曲出现了扭结损伤,导致微裂纹在纤维束内持续拓展,并且与其他裂纹或孔隙相遇,形成较大的裂纹。随后在载荷的持续作用下,试样在C点均出现严重损伤,包括基体断裂、分层和纤维断裂。

试样B/S-SiCf/SiCVHPCS的渐进损伤相貌如图4-7所示,在弹性阶段A点(178N),除部分原始孔隙缺陷外,没有观察到明显的裂纹损伤出现,这可能是由于卸载之后,可能存在无法检测到的裂缝闭合。随着载荷加载到B点,在切口尖端处观察到初始裂纹的萌生。这是由于基体内部存在小孔隙和微裂纹,容易在其尖端产生应力集中。同时,纤维与基体之间的结合较强,裂纹尖端应力不能被及时释放,随后在载荷的作用下持续发生拓展。试样在C点发生失效,可以看出,裂纹在载荷的作用下不断发生拓展,由于纤维束排布方式及孔隙分布的影响,裂纹会发生偏转或被阻止。结合图4-6和4-7,在两种试样中都可以观察到孔隙明显影响裂纹扩展路径,孔隙缺陷的存在可以使应力重新分布。基体中的裂纹在载荷的作用下不断连接和扩展,损伤的累积使复合材料的模量逐渐降低,具体表现为曲线的斜率减小。裂纹可以通过孔隙扩展、被消耗或发生偏转,最终导致材料发生失效。

基于VG软件的分析,试样B/S-SiCf/SiCPCS、B/S-SiCf/SiCVHPCS计算测量的定量损伤体积如表4-3所示。从图4-6、4-7的Micro-CT损伤图像可以看出,试样的相对损伤随着载荷的持续作用而逐渐增大。在A点,所有样品主要含有较大体积的孔隙缺陷,只有试样B/S-SiCf/SiCPCS出现明显的裂纹拓展。这是由于试样B/S-SiCf/SiCVHPCS的致密化程度提高,但是基体内部含有较多的小裂纹,在载荷的作用下发生拓展在卸载载荷后,裂纹发生闭合而未被检测到。在B点处,试样B/S-SiCf/SiCPCS的损伤体积分数(0.83%)大于试样B/S-SiCf/SiCVHPCS的损伤体积分数(0.78%)。试样B/S-SiCf/SiCPCS的初始裂纹发生拓展,产生了较大的损伤区域;试样B/S-SiCf/SiCVHPCS内部也形成了较大的裂纹。在C点附近,试样B/S-SiCf/SiCPCS(2.54%)比试样B/S-SiCf/SiCVHPCS(1.36%)表现出更高的损伤体积分数。这是由于以PCS为先驱体制备的试样内部含有明显的孔隙分布特征,可以有效调节应力集中,使裂纹扩展的面积更大,保证了SiCf/SiC复合材料具有良好的强韧性。这也使得试样B/S-SiCf/SiCPCS产生了更多的声发射损伤信号,如图 4-5(a)所示。

4.4 本章小结
为了进一步研究先驱体种类对其影响,同时也采用了液态VHPCS为先驱体来制备SiC基体,得到了2.5D机织SiCf/SiCVHPCS复合材料。结合常温力学性能测试和AE技术,同时使用Micro-CT技术来提取两种基体体系复合材料内部的孔隙体积和渐进损伤发展,以分析基体对其损伤拓展的影响。得到的主要结论:
(1)采用PCS、VHPCS两种先驱体制备得到的2.5D机织SiCf/SiC复合材料在密度、孔隙率以及力学性能等方面存在一定的差异。通过对比使用Micro-CT提取试样的孔隙率与试验测得试样的开孔率,可以发现,2.5D机织SiCf/SiC复合材料试样内部存在大量的闭孔,但使用VHPCS可以明显减少试样内部的孔隙分布。在相同的基体体系内,界面层对2.5D机织SiCf/SiC复合材料力学性能的影响具有一致的趋势。但是,对比两种基体体系材料的力学性能数据发现,虽然先驱体VHPCS与纤维有良好的浸润性,可以得到更加致密化的复合材料,但是其在力学性能上没有特别大的提升。
(2)在SiCf/SiC复合材料的制备过程中,由于SiC纤维束的排布方式和纤维束间的相互挤压,先驱体的种类及基体制备工艺的影响,导致制备的2.5D复合材料中含有独特的孔隙分布特征。由Micro-CT图像发现,制备基体后的复合材料内部也含有一定数量的闭孔,并没有达到理想的致密化程度。预制件在织造过程中,由于厚度方向上的经向纤维束没有排列对齐,导致相邻经纱之间的基体中出现了通孔,并且大孔隙缺陷的位置分布基本都处于经向和纬向的纤维束交织之间的经向纤维束下侧。加之纤维排布方式的影响,复合材料内部存在纤维束内的小孔隙和基体内的大孔。在界面层体系中,相对于复合界面层PyC/SiC,含有BN/SiC层的试样具有更好的致密程度。同时,在先驱体体系中,液态先驱体VHPCS具备优异的浸渍性能,以其为先驱体制备的SiCf/SiC复合材料的致密化程度明显提高。
(3)在Micro-CT扫描提取的试样B/S-SiCf/SiCPCS和B/S-SiCf/SiCVHPCS渐进损伤分析中发现,先驱体的选择会影响复合材料的致密程度,导致材料内部含有不同的孔隙缺陷的分布,从而对SiCf/SiC复合材料的渐进损伤行为和最终损伤机制有着重要的影响。在Micro-CT损伤可视化和损伤定量分析中,可以明显观察到试样B/S-SiCf/SiCPCS和B/S-SiCf/SiCVHPCS的损伤发展趋势。试样B/S-SiCf/SiCPCS由于其内部含有明显的孔隙分布,其可以在材料承载时有效调节应力集中,使裂纹扩展的面积更大,保证了SiCf/SiC复合材料具有良好的强韧性,同时产生了更多的声发射损伤信号。而B/S-SiCf/SiCVHPCS的致密化程度明显得到了提高,这也导致试样内部的界面强度提高,但同时,其基体内部含有较多微裂纹,在载荷的作用下裂纹尖端应力不能被及时释放,导致其在力学性能没有得到很大的提升。
第五章 总结与展望
5.1 结论
本课题针对国产第三代SiC纤维,以2.5D机织结构为骨架结构,设计并制备了PyC、PyC/SiC、BN、BN/SiC四种界面相和PCS、VHPCS两种基体体系的2.5D机织SiCf/SiC复合材料。此外,在常温断裂韧性测试过程中,结合AE技术开展了2.5D机织SiCf/SiC复合材料的断裂韧性和实时损伤研究。同时,借助Micro-CT技术揭示了复合材料内部的孔隙缺陷分布和损伤演化。主要结论包括:
(1)以国产第三代SiC纤维织造2.5D机织预制件为骨架结构,制备含有PyC、PyC/SiC、BN和BN/SiC四种界面层体系以及先驱体为PCS、VHPCS两种基体体系的SiCf/SiC复合材料,结果发现:由于SiC纤维束的排布方式、纤维束间的相互挤压、先驱体的种类和基体制备工艺的影响,导致复合材料中含有独特的孔隙分布特征。在界面层体系中,复合界面层的试样具有较高的密度的和较低的孔隙率。在先驱体体系中,由于液态先驱体VHPCS具备优异的浸渍性能,以其制备的复合材料致密化程度明显提高。由Micro-CT显微图像可知,2.5D机织SiCf/SiC复合材料内部含有一定数量的闭孔,并没有达到理想的致密化程度。预制件在织造过程中,由于厚度方向上的经向纤维束没有排列对齐,导致相邻经纱之间的基体中出现了通孔,并且大孔隙缺陷的位置分布基本都处于经向和纬向的纤维束交织之间的经向纤维束下侧。加之纤维束排布方式的影响,复合材料内部存在纤维束内的小孔隙和纤维束间的大孔。
(2)含有PyC、PyC/SiC、BN和BN/SiC四种界面体系2.5D机织SiCf/SiC复合材料常温断裂韧性的研究表明:界面层对SiCf/SiC复合材料强韧性有显著作用,但对试样的模量影响较小。其中,含有PyC/SiC和BN/SiC复合界面层的试样表现出更高的断裂韧性,这主要是由于SiC层的引入提高了材料内部的耗能机制。另外,BN界面层在制备中受到了一定损伤,表现出较强的界面结合,最终降低了材料力学性能。而相比于BN界面层,PyC层可以保护纤维和偏转裂纹,有效地提高试样的强韧性。
(3)为了进一步研究基体对2.5D机织SiCf/SiC复合材料力学性能的影响,使用VHPCS制备复合材料。结果发现,以PCS、VHPCS两种基体体系制备的复合材料在密度、孔隙率以及力学性能等方面均有所差异。在相同的基体体系内,界面层对2.5D机织SiCf/SiC复合材料力学性能的影响趋势存在一致性。对比两种基体体系材料的力学性能数据发现,虽然以VHPCS为先驱体可以制备得到更加致密化的复合材料,但其在力学性能上没有得到特别大的提升。在Micro-CT损伤可视化和损伤定量分析中,可以明显观察到孔隙缺陷的分布对SiCf/SiC复合材料的渐进损伤行为有重要的影响。试样B/S-SiCf/SiCVHPCS内部含有明显的孔隙分布,其可以在材料承载时有效调节应力集中,使裂纹扩展的面积更大,保证了SiCf/SiC复合材料具有良好的强韧性,同时也产生了更多的AE损伤信号。而B/S-SiCf/SiCVHPCS的致密化程度虽然得到了提高,但其基体内部含有较多微裂纹,其在载荷的作用下不断拓展,裂纹尖端应力不能及时被释放,导致其在力学性能没有得到很大的提升。
(4)Micro-CT和AE无损检测技术可以完整表征SiCf/SiC复合材料的实时损伤过程。在2.5D机织SiCf/SiC复合材料常温力学测试中发现,含有复合界面层的试样由于SiC层对裂纹的阻挡作用,产生了更多的界面损伤,对应也产生了较高能量的AE事件。
5.2 展望
本文研究了2.5D机织SiCf/SiC复合材料的强韧性能,在常温力学性能测试的基础上,采用AE技术监测复合材料的实时损伤发展过程,使用Micro-CT提取复合材料的密度和渐进损伤拓展的微观图像。上述研究过程与所得结论可以为2.5D机织SiCf/SiC复合材料性能优化提供了理论支撑以及研究方法指导。但目前仍存在几个需要深入研究的问题:
(1)2.5D机织SiCf/SiC复合材料中含有多组分材料,最终导致材料内部含有独特的孔隙分布。 在Micro-CT中,由于复合材料含有较为复杂的微观组成,且纤维与基体的密度接近,很难将其区分。对于本研究中的SiCf/SiC复合材料,纤维、基体、涂层均为SiC,在使用AE检测技术时,很难进行聚类分析和损伤模式识别。如何借助先进的表征技术手段(如Micro-CT、AE)监测材料在承载过程中更加细致化的实时损伤过程,也是未来研究的重点。
(2)局限于SiCf/SiC复合材料试样昂贵、制备周期长,因此在试验测试的基础上,需要发展2.5D机织SiCf/SiC复合材料高保真数值模拟方法,建立更加准确化细观结构模型以实现渐进损伤分析,揭示其失效机理。