前言:本文节选自我司客户【江南大学-杨甜甜】于【2021年6月】所发表的论文:《2.5D 机织 SiCf/SiC 复合材料细观结构及力学行为研究》,仅供交流学习,版权归原创者所有,侵立删。
摘要
碳化硅纤维增强碳化硅基体 (SiCf/SiC) 三维机织复合材料具有结构设计性强、密度低、力学性能优异、耐高温、抗氧化性好和层间性能优异等特征,已成为航空发动机热端高温部件理想的候选结构材料。其中,2.5D 结构是三维机织家族的重要成员,是一种通过层层角联形成的呈现整体网络的结构。然而,受限于 SiCf 的特殊性及 SiCf/SiC 复合材料的制备技术,目前对 2.5D 机织 SiCf/SiC 复合材料的细观结构和力学性能研究仍处于初级阶段。本文以 2.5D 机织 SiCf/SiC 复合材料为研究对象,采用试验和数值模拟方法对材料的力学性能和损伤机制进行研究。主要内容包括:1) 以二代碳化硅纤维 (SiCf) 增强 2.5D 织物为骨架,采用先驱体浸渍裂解 (PIP) 工艺制备 SiCf/SiC 复合材料,利用 Micro-CT 三维扫描技术分别扫描获取 2.5D 机织 SiC 纤维预制体和 2.5D 机织 SiCf/SiC 复合材料断层图像,进而统计分析纤维束形态及孔隙特征。在此基础上,提出了一种生成孔隙的随机算法,通过 Solidworks 以及 ABAQUS 软件构建了不含孔隙缺陷的理想化几何模型 (I-model)、含均匀孔隙分布的均匀化几何模型 (U-model) 以及含真实孔隙分布的非均匀几何模型 (N-model)。结果表明,建立的含真实孔隙分布的非均匀几何模型能够较好的反映复合材料内部的纤维束形态及孔隙分布特征,为后续高保真数值预测提供了数据支撑。(2) 围绕 2.5D 机织 SiCf/SiC 复合材料,利用万能试验机开展材料在不同方向 (经向和纬向) 上的拉伸和弯曲力学行为研究,并通过扫描电子显微镜以及超景深三维显微镜获取损伤图像及相关数据,进而研究了 2.5D 机织 SiCf/SiC 复合材料经向和纬向在单轴拉伸和弯曲载荷下的损伤模式,讨论了试样在不同方向上的拉伸和弯曲失效机理。结果表明:经向、纬向 2.5D 机织 SiCf/SiC 复合材料在拉伸载荷以及三点弯曲载荷下的损伤存在差异。试样的拉伸破坏为拉伸应力、剪切应力耦合作用的结果。经向拉伸主要沿着纤维与界面发生脱粘和滑移,纤维拔出明显,且纤维拔出长度较长,从而使得复合材料表现出更好的力学性能;纬向试样端口特征为明显的台阶状,纤维束和纤维单丝拔出比例少,是以纤维束脆性断裂为主。在弯曲载荷下,经向主要沿着经纱与纬纱结合点出发生裂纹扩展,导致损伤破坏产生,纱线此时起到增韧作用;而纬向主要沿纬纱束之间发生裂纹,纱束断裂产生的弯曲破坏,纱线此时起到增强作用。(3) 在精细化细观模型基础上,构建了 2.5D 机织 SiCf/SiC 复合材料有限元模型,利用 ABAQUS 分析软件开展了拉伸和弯曲数值模拟。其中,基于细观尺度建立了含不同孔隙分布的 2.5D 机织 SiCf/SiC 复合材料有限元模型,即不含孔隙缺陷的理想化模型 (I-model)、含均匀孔隙分布的均匀化模型 (U-model) 以及含不同孔隙分布的非均匀模型 (N-model)。将建立模型与拉伸试验进行比对,从而对提出的非均匀模型进行验证。结果显示,数值模拟的拉伸载荷下的材料的应力集中主要围绕在巨型孔隙附近,最终导致材料的损伤,与试验中最终损伤沿着巨型孔隙的机制一致,数值模拟的拉伸材料刚度以及宏观损伤形态与试验结果吻合良好。由 N-model,U-model 和 I-model 得到的复合材料的弹性模量分别为 44354.58MPa,42932.23MPa 和 40477.25MPa, 而实验结果的弹性模量为 41659.85MPa。进一步地,提出的含非均匀孔隙的模型 (N-model) 能够较好地预测复合材料的力学性能,模拟精度可达 95%, 而不含孔隙分布的理想模型 (I-model) 和含小孔隙均匀分布的模型 (U-model) 的误差分别为 22% 和 15%。因此,所提出的 N-model 能够准确预测 2.5D 机织 SiCf/SiC 复合材料的力学行为、全场应力分布和损伤。为了进一步验证提出的含不同孔隙分布的模型的准确性,基于全尺寸方法建立含孔隙分布的 2.5D 机织 SiCf/SiC 复合材料有限元模型,模拟了经向试样三点弯曲加载过程,分析了损伤破坏机理,并对比分析模拟结果与试验结果。结果表明,数值模拟的三点弯曲宏观损伤形态与试验结果吻合良好,基于随机方法建立的有限元模型可有效预测 2.5D 机织 SiCf/SiC 复合材料的力学行为。
关键词: 2.5D 机织复合材料,SiCf/SiC 复合材料,几何重构,孔隙缺陷,力学性能,有限元分析
第一章 绪论
1.1 课题研究背景和意义
提高推重比和降低燃料消耗是新型航空发动机的迫切要求。其中,最根本的措施是提高发动机的涡轮进口温度和降低结构重量,这就对航空发动机热端部件用高温材料及结构提出了更高、更苛刻的要求。以纺织结构增强的 SiCf/SiC 陶瓷基复合材料不仅具有低密度 (密度仅为高温合金 1/4~1/3)、高模量、高强度以及高温力学性能稳定 (1650℃) 等天然优点,还可以利用其预成型体结构灵活多变及可设计性强的特点,实现材料性能的 “特定规划” 及复杂异型构件的近净尺寸制备,避免因材料拼接而导致的结构缺陷,已成为热端高温主承力构件和功能构件的优选材料。
目前,一方面,受限于 SiCf/SiC 复合材料价格昂贵、加工周期超长及材料稳定性差等问题,SiCf/SiC 材料的力学性能研究仍处于初期阶段,尚未形成共性阶段;另一方面,以纺织结构增强的 SiCf/SiC 复合材料存在孔隙、界面、纤维束交织和基体等多层级复杂微细观结构,这就给结构设计的准确性带来了极大挑战。因此,开展 SiCf/SiC 纺织复合材料细观重构及力学行为研究具有重要的理论意义和工程应用价值。
本课题依托国家重大科技两机专项,以 2.5D 机织 SiCf/SiC 复合材料为研究对象,着重开展其细观结构精细化重构,采用试验和数值模拟相结合的方法探究其在拉伸和弯曲载荷下力学行为和损伤机制,旨在为航空发动机热端部件的设计和应用提供理论依据。
1.2 SiC 纤维及预制体介绍
1.2.1 SiC 纤维
连续 SiC 纤维是一种高强度、高模量、耐高温抗氧化、辐照条件下的活性低等的高性能陶瓷纤维 。自上个世纪七十年代,日本的 Yajima 教授报道并以聚碳硅烷 (Polycarbosilane, PCS) 为先驱体合成连续 SiC 纤维以来,SiC 纤维的制备及应用得到了越来越多的关注。到目前为止,SiC 纤维的开发分为三代:第一代为无定型 SiC 纤维,高氧高碳型;第二代为微晶 SiC 纤维,低氧高碳型,在耐高温和模量方面都有所改善;第三代为多晶 SiC 纤维,低氧低碳型,具有近化学计量比和高结晶特性使 SiC 纤维抗氧化性能进一步提升。
目前连续 SiC 纤维的制备工艺主要有:化学气相沉积工艺、聚合物先驱体转化法、化学气相反应工艺以及超微细粉烧结工艺 。其中工业用连续 SiC 纤维制造方法主要有聚合物先驱体热解法和化学气相沉积法。聚合物先驱体转化法制备 SiC 纤维是由聚碳硅烷有机先驱体熔融纺丝后,经交联和高温裂解而成。纤维由约 10nm 的超微粒子构成,凝聚力大,应力沿着致密的粒子界面分散,因而表现出极高的强度 。化学气相沉积法制备 SiC 纤维是在连续芯材纤维上沉积 SiC 而得到连续 SiC 纤维,该纤维具有高比强度和高模量,与碳纤维和硼纤维相比,具有良好的高温稳定性。但其直径大于 140μm, 柔韧性差,不利于复杂构件的成型,且价格昂贵,因而应用受到限制。国际上形成以 “Nicalon”、“Tyranno” 和 “Sylramic” 系列为主的商业化 SiC 纤维 。目前主要的 SiC 纤维 的性能及组成参数如表 1-1 所示。

国内方面,国防科技大学率先开始开发连续 SiC 纤维,随后厦门大学特种先进材料实验室也开始关注 SiC 纤维研发。总体来讲,国内 SiC 纤维的已处于国际领先地位,但是在性能、应用以及技术水平上仍与西方国家存在较大差距。
1.2.2 预制体概述
SiC 预制体作为陶瓷基复合材料结构体系的强化相,是复合材料的主要承载结构单元,决定了复合材料的力学性能。目前,用于航空热端高温部件的 SiC 预制体主要包括:二维平纹 / 二维斜纹、三维编织、三维机织和三维缝合等。
二维平纹 / 斜纹预制体结构是由两个相互垂直排列的纱线系统按照一定规律交织,然后通过 0°/90° 方向多层铺层堆积而成的,是目前大多数复合材料应用的预制体结构。以这种结构织造而成的 SiC 预制体成型工艺简单,但是由于铺层的特点,厚度方向缺乏增强纤维搭接,导致层间抗剪切不足、易分层,厚度方向的刚度和强度性能低。谭僖等人 采用三种不同的织造方式分别制备了二维机织、2.5D 机织以及三维五向 SiC 预制体,并制备 SiCf/PyC/SiBCN 复合材料,通过拉伸、弯曲以及压缩试验,表征了不同预制体织造下复合材料的力学行为。结果表明:二维机织 SiCf/PyC/SiBCN 复合材料的压缩强度最高,三维五向复合材料的抗弯及抗拉强度最高,证明了不同预制体结构对材料力学性能有着显著的影响。潘影 [10] 研究了平纹布和斜纹布铺层结构对 SiCf/SiC 复合材料抗弯强度的影响,结果表明:平纹布由于强度较高、柔软性差,不容易挤压变形,因此,其抗弯强度大于斜纹布预制体。

图 1-1 二维机织物的典型结构 (a) 平纹 (b) 斜纹
Fig.1-1 The typical structure of 2D woven fabrics (a) plain woven (b) twill weave
三维编织预制体是二十世纪七十年代发展起来的一种新型增强高性能复合材料所用预制体,是纺织复合材料的一种重要结构形式。三维编织技术采用一个或多个系统纤维束相互交织形成整体网状结构,将高性能纤维编织成具有复杂形状的整体预成型件。与层合复合材料制作工艺相比,三维编织结构从根本上克服了分层破坏等致命缺陷,具有良好的层间性能、结构整体性好的特点,可用于制造结构性制件和高性能制件。目前,已大量应用在国家航天航空和武器装备的关键技术领域。蒋丽娟 [12] 等研究以不同预制体结构作为骨架制备 SiCf/SiC 复合材料,并研究其拉伸性能,结果表明,由于三维五向复合材料增加了受力方向的纤维含量,限制纤维的偏移,因此,三维五向 SiCf/SiC 复合材料拉伸性能优于三维四向。

图 1-2 三维编织预制体结构 (a) 三维四向 (b) 三维五向 (c) 三维六向
Fig. 1-2 3D braided preform structure [11] (a) three-dimensional four-direction (b) three-dimensional five-direction (c) three-dimensional six-direction
三维机织是用于制造三维纺织预成型件的另一种成型工艺,纤维纱线在长、宽和厚度方向同时织造而成,织物的基本元素由经纱 (或垂纱) 和纬纱组成,结构具有良好的层间性能和可设计性能。与三维编织结构相比具有可快速成型和生产成本低廉等显著优点。三维机织可分为机织角联锁结构 (2.5D) 和机织三向正交结构。
角联锁机织增强结构是近年来发展起来的一种新型增强结构。它采用经、纬两个系统的纱线织造出带有 Z 向接结纱的三维织物,通过层层角联交织,具有层间连接强度高和整体性好等优点。机织正交三向结构是纤维织物在平面 XY 方向和空间 Z 方向上均垂直相交,该结构能充分发挥纤维性能,通过对各向纤维配比设计,可达到复合材料各向力学性能合理匹配,综合性能最优的目标。赵爽等 [16] 利用先驱体浸渍裂解工艺结合化学气相渗透工艺 (PIP+CVI) 制备了 2.5D 和三维四向 SiCf/SiC 复合材料,并对两者的力学性能、密度、热导率以及微观结构进行分析,并认为后期 CVI 整体涂层提高了 2.5D 机织 SiCf/SiC 复合材料的力学性能。

图 1-3 三维机织复合材料 (a) 正交机织复合材料 (b) 层 - 层接结角联锁机织复合材料 (c) 贯穿接结角联锁机织复合材料
[14] Fig.1-3 3D woven composites (a) orthogonal (b) layer-to-layer angle-interlock (c) through-the-thickness angle-interlock [14]
1.3 SiCf/SiC 纺织复合材料研究现状
20 世纪 70 年代初,Aveston [17] 在连续纤维增强聚合物基复合材料 (fiber reinforced polymer matrix composite, FRPMC) 和纤维增强金属基复合材料 (fiber reinforced mental matrix composite, FRMMC) 的基础上,首次提出连续纤维增强陶瓷基复合材料 (fiber reinforced ceramic matrix composite, FRCMC) 的概念。连续纤维增强陶瓷基复合材料 (ceramic matrix composite-SiC, CMC-SiC) 具有类似金属的断裂行为、对裂纹不敏感、不会发生灾难性损毁,还兼具陶瓷的密度低、强度高和优异高温力学性能,在航空航天等高技术领域显示出不可替代的优势。
碳化硅纤维增强碳化硅基体 (SiCf/SiC) 复合材料是连续纤维增强陶瓷基复合材料中的一种,在陶瓷材料中加入纤维,可以有效地控制裂纹的产生、使复合材料经受多次断裂但不发生致命性破坏,具有低密度、高硬度、高比模量等特点,且兼有耐高温、抗氧化、抗腐蚀、耐磨损等优异性能 , 广泛应用于燃烧室、涡轮导叶、内衬板、涡轮工作叶片、内涵道和尾喷管调节片等航空发动机热端高温部件 。其中,以纺织结构增强的 SiCf/SiC 纺织复合材料有望在充分发挥高效减重及低成本优势的前提下,利用其预成型体结构灵活多变及可设计性强的特点,实现材料性能的 “特定规划” 及复杂异型构件的近净尺寸制备,可避免因材料拼接而导致的结构缺陷,从而成为热端高温主承力构件和功能构件的理想候选结构材料。

图 1-4 SiCf/SiC 复合材料在航空热端部件应用 (a) 燃烧室火焰筒 (b) 涡轮外环 (c) 火焰稳定器 (d 涡轮导向叶片
Fig.1-4 Application of SiCf/SiC composites in aerospace hot end components (a) combustor line (b) turbine outer ring (c) flame holders (d) turbine vane
1.3.1 SiCf/SiC 纺织复合材料的细观结构
纺织复合材料结构呈现出明显的周期性,大多数学者多选用细观单胞法 (RVE) 开展相关研究 。可见,精确描述细观结构是定量表征和预测 SiCf/SiC 纺织复合材料宏细观力学行为的重要前提。
陶瓷基纺织复合材料细观结构特征主要包括纤维束路径、纤维束截面、基体和孔隙分布等。Li 、Zhang 、邱睿 [28] 等分别针对三维四向、三维五向编织复合材料结构、2.5 维机织复合材料结构,建立其细观模型。总体讲,上述模型多借鉴树脂基复合材料,未考虑纱线间的相互作用,往往将细观纱线截面假定为椭圆形、圆形、矩形、多边形或者某两个形状的有机组合,而将纱线路径假定为直线或规律的曲线。事实上,由于纱线之间的相互作用,纺织结构复合材料细观模型极为复杂,通常会发生严重的局部挤压变形。随着计算技术的飞速发展,许多学者开始基于计算机辅助设计构建模型,数值模拟编织过程和预成形几何形状,建立了反映编织过程中纱线变形和相互作用的几何模型。同时,Chateau [29] 讨论了孔隙对单向纤维增强二维编织 SiCf/SiC 复合材料性能的影响。结果表明,复合材料的孔隙率由 4% 提高到 9% 时,横向刚度降低到 50% 左右。可以看出,孔隙是 SiCf/SiC 纺织复合材料的重要缺陷 [30], 对复合材料的力学性能有不利影响,而已有模型往往忽略了孔隙分布。显然,这些并不能对陶瓷基纺织复合材料的最终力学性能形成有效预测。
近年来,纺织结构复合材料不确定度的量化表征越来越受到学者们的重视。目前,主要以基于微计算机断层扫描 (Micro-CT) 的统计模型为主。该方法首先通过 Micro-CT 获得纺织结构复合材料内部的三维图像;之后,采用统计算法分别对纤维束截面 / 路径及基体等特征数值进行统计分析;在此基础上,对图像进行有效地简化,形成最终的统计细观模型,以用来开展有限元分析 [31]。该方法可以真实地反映纺织复合材料细观模型的非均质性。程震 [32] 借助于 CT 扫描观察陶瓷基三维编织复合材料的细观内部单胞,将纤维束截面假定为平行四边形与五边形的结合,改进了三维实体模型。Bale 等 [33] 首次利用 Micro-CT 技术表征了三维编织陶瓷基复合材料 (C/SiC 和 SiCf/SiC) 的纤维束几何特征。将纤维束的空间变化分为非周期变化趋势和非周期变化趋势,分析纤维束的形状和位置,采用统计算法实现其模型的重构。Rinaldi [34] 提出一种基于马尔可夫链算子的蒙特卡罗算法,重构了与 Micro-CT 图像相同统计属性的三维机织复合材料细观模型。Joshim [35] 利用 Micro-CT 观察平纹机织复合材料,并基于图像构建平纹机织复合材料的细观体积单元。Blacklock [36] 基于 Micro-CT 图像定量统计三层角联锁编织复合材料中纤维束几何形状的有效数据,实现均质化缺陷模型的重构。Naouar [37] 提出一种基于 Micro-CT 的三维机织复合材料有限元模型的直接确定方法。结果表明,其仿真结果与实际测试吻合较好,适用于内部细观几何形态复杂的多维多向织物结构。

图 1-5 基于 Micro-CT 统计分析模型 [31] Fig.1-5 Based on the Micro-CT statistical analysis model [31]

图 1-6 均质化缺陷模型 [36] Fig.1-6 Homogenized defect model [36]

图 1-7 四面体网格模型 [37] Fig. 1-7 Tetrahedral mesh model [37]
然而,在制备 SiCf/SiC 复合材料过程中,由于这种材料在细观尺度上的空间结构是异质性的,并变得高度复杂。其中最重要的是在基体中形成了分布不确定、形状不规则的孔隙微结构。这一特征强烈地支配着最终复合材料的力学性能和破坏机制。有关含孔隙的陶瓷基复合材料细观模型重构方面,Feng [38] 研究三维编织陶瓷基复合材料中的孔隙,并通过 Micro-CT 技术扫描观察纱线的横截面以及基体中存在的孔隙。Shi [39] 采用蒙特卡罗模拟方法研究三维编织陶瓷基复合材料基体中随机分布的孔隙,模拟材料的缺陷及对弹性力学性能的影响。Ya [40] 采用 Micro-CT 技术,在细观尺度 (纱线尺度) 上对三维全五向编织复合材料的内部结构和孔隙进行无损检测。为了更好地表征,该作者还引入示踪纱,有效地对纱线截面 / 路径及孔隙进行重构。Shen [41] 基于对三维编织 SiCf/SiC 复合材料扫描电镜分析,根据微几何参数测量得出需要的 RVE 模型的特征参数,建立带有含孔隙结构、形状且误差小于 1% 的 RVE 模型。并与 SEM 图像的微结构特征进行比较,结果显示,所建立的含孔隙 RVE 模型适合于 CVI 工艺三维编织 SiCf/SiC 复合材料。

图 1-8 CVI 处理的三维编织 RVE 模型 [41] Fig.1-8 CVI processing 3D braided RVE model [41]
综上,虽然学者们已经对 SiCf/SiC 纺织结构陶瓷基复合材料的细观模型进行了许多研究,然而,SiCf 纺织结构群庞大,如何建立含孔隙分布的不同结构 SiCf/SiC 纺织复合材料精细化模型仍是目前的难点。同时,也需要注意过于追求精细化的单胞结构会给后续模型网格划分、组分材料属性定义及有限元分析带来一定的难度。
1.3.2 SiCf/SiC 纺织复合材料力学性能试验表征
SiCf/SiC 纺织复合材料作为高温热结构材料,主要应用于高温、氧化、腐蚀及其与力耦合等苛刻的服役环境。因此,国内外学者关于 SiCf/SiC 纺织复合材料的研究主要集中在环境因素下复合材料的力学性能和破坏机理。
研究发现 , 界面相存在纤维与基体之间,其作用主要包括:(1) 保护 SiCf 纤维,从而减少纤维的表面缺陷;(2) 有效传递载荷,控制裂纹的偏转;(3) 调节纤维与基体之间的热应力;(4) 提高纤维与基体之间的化学相容性;(5) 阻止或抑制纤维氧化。Han [42] 将 SiCf/SiC 复合材料分别在 1300℃和 1500℃的 Ar 气氛中高温处理 50h 通过拉伸实验获得 SiCf/SiC 复合材料热处理前后的力学性能,并用扫描电子显微镜 (SEM) 观测分析断口形貌,可以看出,在不同温度处理后,均存在纤维的拔出现象,但当处理温度低于 1500℃时,纤维与界面之间没有明显的孔隙,界面良好。当处理温度为 1500℃时,大量的纤维抽拔明显,纤维与界面之间的结合力变弱,说明此时界面变得非常脆弱。结果表明,SiCf/SiC 复合材料经 1300℃热处理后拉伸强度保持不变,经 1500℃热处理后由于纤维力学性能受到严重破坏,界面变得非常脆弱,拉伸强度下降。于新民 [43] 采用低压化学气相沉积 (LPCVD) 法制备具有热解碳界面层的 2.5D SiCf/SiC 复合材料,利用阿基米德排水法测量气孔率,三点弯曲法测量其强度,系统研究 SiCf/SiC 复合材料中的残余孔洞以及热解界面层厚度对材料力学性能的影响。Ikarashi [44] 通过对具有 BN 界面的三维编织 SiCf/SiC 复合材料在 1100℃下进行拉伸实验、恒拉伸载荷实验和疲劳拉伸实验,并揭示其在高温常压和循环载荷作用下的断裂机理。结果表明,纤维 - 基体界面氧化引起的氧化基体裂纹扩展和纤维 - 基体界面剪切应力的降低均对 SiCf/SiC 复合材料的寿命有显著影响。赵爽 [45] 通过 PIP 工艺分别制备了强度相近、但断裂韧度不同的 PyC 界面和 CNTs 界面的三维编织 SiCf/SiC 复合材料。结果表明,以 PyC 为界面层的 SiCf/SiC 复合材料呈伪塑性断裂模式;而以 CNTs 为界面的 SiCf/SiC 复合材料呈脆性断裂模式。Luo 通过采用含乙烯基液态聚碳硅烷 (LPVCS) 为先驱体、裂解碳 (PyC) 界面涂层、热模压工艺及环境障碍涂层 (EBC) 等工艺优化措施,对 PIP 技术制备三维编织 SiCf/SiC 复合材料工艺进行改进,对其进行高温 (1300℃) 氧化环境下的弯曲性能、拉伸性能测试。结果表明,具有 PyC 界面涂层的三维编织 SiCf/SiC 复合材料在 1300℃下具有良好的高温弯曲性能。由此可见,界面相可通过平衡载荷传递和应力分布提升陶瓷基复合材料的强韧性,对陶瓷基复合材料的力学性能起着至关重要的作用。然而,要使得 SiCf/SiC 纺织复合材料在服役条件下发挥其性能的最大优势,还可从以下两个方面来改善,(1) 初期对 SiCf 纤维表面涂层:国内外用于 SiCf/SiC 复合材料的界面材料主要有热解碳 (PyC)、SiC、BN 等,其中 PyC 因其具有表面致密,可以显著修复纤维表面缺陷和裂纹,作为界面相可以显著改善陶瓷基复合材料的力学性能,且涂层厚度在 200~500 nm 时材料的力学性能最佳 [47];(2) 后期对 SiCf/SiC 复合材料进行表面环境障碍涂层 (EBC): 目前采用多层界面层对 SiCf/SiC 复合材料进行涂层,改善了单层界面层的单一性,莫来石 (Mullite) 及稀土硅酸盐因具有优异高温抗氧化性、低热导率及与 SiC 良好的热匹配性,成为制备 SiC/SiC 复合材料表面 EBC 的主要候选材料 [48], 而着眼于未来复合材料的发展与应用,第四代 T/EBC 涂层制备 SiCf/SiC 复合材料也慢慢发展起来。

图 1-9 SiC/SiC 复合材料断口形貌 SEM 图像 [42] (a) HT0 (b) HT1300 (c) HT1500
Fig. 1-9 SEM images of fracture morphologies of SiC/SiC composites at (a) HT0 (b) HT1300 (c) HT1500 [42]
除了界面性能之外,作为增强相的纺织预制体的组织结构对陶瓷基复合材料力学性能同样有着很大的影响。谢巍杰 [49] 通过以聚碳硅烷为先驱体,以三维四向 SiC 纤维预制体为增强相,采用聚合物先驱体浸渍裂解工艺制备 SiCf/SiC 复合材料。在真空条件下利用三点弯曲加载法和单边切口梁法对制备的 SiCf/SiC 复合材料在不同测试温度下进行力学测试。结果显示,国产一代 SiCf/SiC 复合材料优异的力学性能在 1200℃时,弯曲性能和断裂韧度达到最大。Morscher [50] 在 1315℃的空气中,研究具有先进高温结构应用潜力的二维编织 SiCf/SiC 复合材料的拉伸蠕变和断裂行为。结果表明,所测试的复合材料的蠕变和断裂性能主要取决于纤维型的蠕变阻力。Gao 等 [51] 采用化学气相渗透 (CVI) 工艺制备了二维编织预制体和三维编织预制体增强的 SiCf/SiC 复合材料,探究了材料的显微组织、力学性能和热性能,结果表明:由于三维编织复合材料具有较为完整的止裂网络,其在力学性能和热性能方面均优于二维编织复合材料。韩旭旭 [52] 通过统计分布规律预测了二维编织 SiCf/SiC 室温和 1200℃抗拉强度。Legin [53] 研究三维编织 SiCf/SiC 复合材料在单轴拉伸作用下的力学行为和损伤机理。在室温下进行加载 / 卸载 / 再加载滞回实验,同时使用声发射和显微观察来表征机械行为和监测渐进损伤。所得的实验数据还突出三维编织结构在拉伸加载过程中不常见的面外应变和剪切应变演化,从而导致了复杂的损伤机制。韩笑 [54] 在 1200~1500℃氩气保护环境下对 SiCf/SiC 复合材料在管式高温炉中进行 50 小时的高温处理,通过采用带有能谱分析仪 (EDS) 的扫描电镜 (SEM) 对处理前后的试样进行分析。对不同处理温度后的 SiCf/SiC 复合材料进行单向拉伸实验,每个温度点进行多组实验,得到 SiCf/SiC 复合材料初始刚度和拉伸强度随处理温度的变化。Li [55] 以 KD-I 和 KD-II 型碳化硅纤维编织预制体为增强材料,采用 PIP 技术,在微波加热辅助下制备三维编织 SiCf/SiC 复合材料。微波加热温度分别为 1100℃、1200℃1300℃、1400℃。研究复合材料的微观结构、弯曲性能和断裂行为。结果表明,与 KD-I SiCf/SiC 复合材料相比,KD-II SiCf/SiC 复合材料具有更高的抗弯性能和更好的非脆性断裂性能。因此,结构的多样化、材料的属性都会使得 SiCf/SiC 复合材料的性能呈现出很大的差异。目前来看,(1) 二维编织 SiCf/SiC 复合材料在制备周期和成本以及面内应力方面存在着一定的优势,但其整体的力学性能较差;(2) 三维编织 SiCf/SiC 复合材料由于具有复杂构件一次成型、截面可连续变化、纱线取向可设计性等优点而备受关注。目前国内外学者大多对三维四向 SiCf/SiC 复合材料进行研究,也展示其优异的力学性能,随着对材料性能要求的进一步提高,三维五向、六向 SiCf/SiC 复合材料也慢慢发展起来。(3) 2.5D 机织结构作为三维机织结构的特殊形式,解决工艺无法解决的层数多、厚度大的特点,成型工艺简单、成型速度较快且能最大限度满足织物尺寸和形状需要,近年来以它作为增强体的复合材料由于结构和工艺上的优势在航空航天领域收到越来越多的关注。
综上,局限于 SiCf 纤维昂贵的成本、复杂的预成型 / 复合工艺和高温力学测试,目前,SiCf/SiC 复合材料的高温力学性能研究非常有限,多集中于一代 SiCf/SiC 复合材料。由于 SiCf 离散性大,预成型 / 复合成型损伤严重,尚未形成纺织结构对 SiCf/SiC 复合材料力学性能影响的共性结论。因此,如何借助 Micro-CT、DIC、声发射等先进设备,系统地评价不同纺织结构 SiCf/SiC 复合材料在高温多工况下的力学行为及破坏模式是未来研究的重点。
1.3.3 SiCf/SiC 纺织复合材料宏细观力学性能数值模拟
为了降低实验成本,且捕捉渐进变形和损伤过程,力学性能数值模拟已经成为当前主流的研究手段。而针对 SiCf/SiC 复合材料 “材料” 和 “结构” 两个层面,细观和宏观模拟是研究难点,尤其是损伤行为。
对于 SiCf/SiC 纺织复合材料的细观力学性能数值模拟,目前通常使用的是基于编织结构的一个代表性体积单元 (RVE) 即单胞模型所建立的一系列方法,包括刚度平均法、选择平均法、细观力学有限元法 [56]、多尺度渐进分析方法 [57]、图像有限元法、建模有限元法、数字化单元等。李潘 [58] 通过实验和建立加卸载细观力学模型,对二维 SiCf/SiC 复合材料拉伸加卸载行为进行探讨。建立单向连续纤维增强陶瓷基复合材料加卸载细观力学模型,采用断裂统计方法得到纤维和基体的损伤过程,并将模型应用于二维 SiCf/SiC 复合材料。Lu [59] 采用碰撞算法构造具有随机排列的纱线代表性体积单元 (RVC), 基于分两步进行多尺度渐进损伤分析方法,对 2.5 维机织复合材料在单轴拉伸作用下的应力 - 应变行为和渐进损伤进行模拟。验证了 2.5 维织物复合材料在纬向和经向的单轴拉伸下的模拟应力 - 应变曲线与实验结果吻合良好。认为 2.5 维织物复合材料在经纱 (或纬纱) 轴向张力作用下的主要失效模式是经纱 (或纬纱) 纵向断裂。惠新育 [60] 基于平纹编织 SiCf/SiC 复合材料的制备过程和组分材料分布的多尺度特性,根据其扫描电子显微镜照片,建立纤维丝尺度和纤维束尺度单胞模型,使用有限元模型分析软件结合周期性边界条件理论并基于引入失效模式的 Tsai-Wu 张量准则对复合材料的轴向拉伸强度进行预测,数值模拟曲线与实验曲线吻合较好,实现了对平纹编织 SiCf/SiC 复合材料强度的有效预测。胡殿印 [61] 根据二维编织 SiCf/SiC 陶瓷基复合材料径向与纬向纤维束交织形式,并结合相应的横截面显微照片,采用 3 次样条曲线对纱线截面轮廓进行模拟,设定单胞模型中的纱线轨迹为正弦曲线,进而建立单胞模型。通过计算分析得到纤维束的截面轮廓与轨迹线。
虽然细观模拟对 SiCf/SiC 纺织复合材料力学性能有很好的预测,但是复合材料本身存在着纱线截面以及纱线路径的随机性,其次 SiCf/SiC 纺织复合材料是非均质的,因此存在利用细观预测材料到结构而无法匹配支撑的问题。利用宏观尺度模型能更好的把握纱线自身的状态,从而实现对力学性能更为精细的预测,是目前纺织复合材料宏观力学性能分析的主要方法。主要的手段有均质法、全尺寸细观、混合模型等。近年来,齐泽文 [62] 为了更精确地对含孔隙三维四向编织复合材料的力学性能进行预测,基于双尺度分析方法研究了基体中的干斑和孔隙对三维四向编织复合材料宏观力学性能的影响,采用 Monte-Carlo 仿真技术在模型中投入气孔单元,结果表明孔隙缺陷率对三维四向编织复合材料力学性能有较大的影响。顾伯洪团队 提出了全尺寸细观模型,对三维编织复合材料平板及圆管进行了冲击力学性能和失效分析。同时对三维编织复合材料受弹体侵彻后的吸能机制和弹体在侵彻过程中的受力变化进行分析,并模拟出靶板的破坏特征。Said [66] 建立了三维机织复合材料全尺寸模型,并通过 Voronoi 分割和体素网格划分进行有限元计算。方岱宁院士团队 [67] 基于 Micro-CT 技术,建立含缺陷纺织复合材料的图像有限元模型,并进行数值模拟。宏观尺度模型被视为均质材料,只是在材料弹性常数统计意义上反映其各向异性,难以定量揭示其局部缺陷特性及结构整体损伤力学行为,当纤维束交织结构 (屈曲、波动等) 趋近于真实状态时,利用全尺寸细观方法和图像有限元方法建模、网格划分和计算难度大大地增加。但是目前有关 SiCf/SiC 纺织复合材料宏观性能的分析尚未见报道。
综上,针对 SiCf/SiC 复合材料细观数值模拟,研究工作主要是采用理想化细观结构模型对其力学性能进行数值模拟,而考虑孔隙率及精细化纤维束形态的高保真细观模拟还不够充分。而针对 SiCf/SiC 复合材料宏观数值模拟,如何建立即体现真实细观结构和缺陷三维纺织复合材料又低成本高精度的数值预报方法是发展的重点方向。同时,SiCf/SiC 纺织复合材料在热 - 力下非线性渐进损伤模型的研究较少,也阻碍其数值模拟的发展。
1.4 本课题的研究内容及创新点
1.4.1 本课题的研究内容
本课题通过利用先驱体浸渍热裂解技术制备 2.5D 机织 SiCf/SiC 复合材料,使用 Micro-CT 扫描技术捕获纤维束及内部孔隙的细观结构和空间轨迹;在此基础上,对纱线截面形状以及孔隙分布进行统计分析;采用试验方法开展 2.5D 机织 SiCf/SiC 复合材料在拉伸及弯曲载荷下的力学行为及损伤机制研究;提出了基于蒙特卡洛方法的孔隙随机生成方法,建立了考虑真实纱线形态及孔隙分布的细观有限元模型;并利用 ABAQUS 分析软件进行了数值模拟,研究了孔隙缺陷对 2.5D 机织 SiCf/SiC 复合材料机械性能的影响规律。图 1-10 为本课题研究技术路线。
本文主要研究内容包括:(1) 制备 2.5D 机织 SiCf/SiC 复合材料,开展拉伸和弯曲力学性能测试,采用超景深三维显微镜、SEM 和 Micro-CT 相结合的方法,获取了经向和纬向 2.5D 机织 SiCf/SiC 复合材料在拉伸和弯曲载荷下的力学性能,针对试样受力特点,从细观、微观尺度分析复合材料的拉伸和弯曲损伤机理;(2) 采用 Micro-CT 技术开展 2.5D 机织预制体及 SiCf/SiC 复合材料三维可视化扫描,获取复合材料内部纤维束及基体中存在的孔隙的数据,并基于扫描结果进行统计分析。在此基础上,提出一种随机生成基体中孔隙的算法,建立考虑纱线挤压变形和孔隙分布的细观精细化几何模型;(3) 建立 2.5D 机织 SiCf/SiC 复合材料细观有限元模型,开展其在拉伸载荷下的数值模拟,研究材料力学行为及失效模式;提出一种考虑纱线变形和孔隙缺陷建立 2.5D 机织 SiCf/SiC 复合材料细观尺度代表体积单元的统计方法,建立非均匀孔隙分布模型 (N-model)。同时考虑了理想模型 (I-model)、均匀孔隙分布模型 (U-model), 并结合拉伸试验结果对非均匀孔隙分布的模型进行验证;(4) 利用含孔隙 2.5D 机织 SiCf/SiC 复合材料细观模型,建立全尺寸含孔隙弯曲模型,对其进行网格离散,模拟弯曲载荷条件下材料的力学行为及失效模式,并将模拟结果和试验结果对比,进一步研究了 2.5D 机织 SiCf/SiC 复合材料弯曲失效机理。

图 1-10 研究技术路线 Fig.1-10 Research technology route
1.4.2 本课题创新点
(1) 围绕 2.5D 机织 SiCf/SiC 复合材料,开展了基于 Micro-CT 的细观统计分析,明晰了孔隙分布规律,提出一种生成孔隙缺陷的随机算法,重构了考虑真实纱线变形和孔隙的精细化细观模型,为后续高保真数值预测奠定了重要基础。(2) 借助 Micro-CT、超景深显微镜和 SEM 等先进表征技术及数值模拟方法,构建了多尺度表征方法,有效地揭示了 2.5D 机织 SiCf/SiC 复合材料拉伸 / 弯曲损伤机制,阐明了失效机理,为航空热端部件结构设计及应用提供了重要理论依据。
第二章 2.5D 机织 SiCf/SiC 复合材料制备及细观结构重构
本章利用先驱体浸渍热裂解技术制备了 2.5D 机织 SiCf/SiC 复合材料,采用 Micro-CT 对 2.5D SiC 预制体及其复合材料进行扫描,利用 Image-J 软件将材料的纤维束三维图像转化坐标数据集,并对其面积、周长、长度和宽度等参数进行统计分析,使用 VGSTUDIO MAX 3.1 (简称 VG) 软件对 2.5D 机织 SiCf/SiC 复合材料的孔隙的变化规律进行统计分析。在此基础上,提出一种基于蒙特卡洛算法生成随机孔隙的方法,建立含真实纱线形态和孔隙特征的 2.5D 机织 SiCf/SiC 复合材料精细化细观模型。
2.1 2.5D 机织 SiCf/SiC 复合材料的制备
2.1.1 2.5D 机织 SiC 纤维预制体的制备
本课题研究所采用的纤维增强预制体纤维原料为第二代 SiC 纤维 (牌号 Cansas 3200)。其主要技术参数如表 2-1 所示。利用多臂织机(YTS13 型,常州市悦腾机械有限公司),制备 2.5D 机织 SiC 纤维预制件,编织过程在宜兴市新立织造有限公司完成。

2.5D 机织工艺原理如图 2-1 所示,利用经纱和纬纱将多组经纱层和纬纱层相互交织形成 2.5D 机织预制体结构。地组织经纱 1 从织轴 3 上退绕,绕过经纱导杆 5, 然后按其在厚度方向上的不同层次,将这些经纱分为多组,并分别穿入对应综框;与此同时,缝经纱 2 从织轴 4 上退绕,通过导纱杆 6 后,穿入另一组综框 7、8。经纱的开口运动由综框的上下运动控制。当织造第一纬 (从上而下) 时,控制接结经的综框 8 提起,其余综框不动,形成梭口,纬纱引入,钢筘 9 前摆将纬纱打向织口;当织造第二纬时,控制接结经的综框 8 及第一层地组织经纱的综框提起,其余综框不动,纬纱引入;以此类推直到最后一根纬纱被引入。此时控制地组织经纱的综框已全部提起,让控制接结经的综框 7 提起、综框 8 落下,引入新纬纱列的第一根纱线 (从下而上), 打纬;接着控制倒数第一层地组织经纱的综框落下,第二纬引入,以此类推直到上一根纬纱被引入,一个织物组织循环结束。复进行上述步骤,即可使 2.5D 织造连续进行。本课题采用的预制件加工的规格参数如表2-2所示。试样的Micro-CT三维图像及结构示意图如图2-2所示。

图2-2 2.5D机织SiC纤维预制件(a)Micro-CT扫描SiC预制体(b)SiC预制体(c)经向截面形态(d)纬向截面形态
Fig.2-2 2.5D woven SiC fiber prefabricated component (a) SiC fiber prefabricated component (Micro-CT) (b) SiC fiber prefabricated component (c) warp cross-section morphology (d) weft cross-section morphology

图2-1 2.5D机织工艺原理图 Fig. 2-1 Schematic diagram of 2.5D woven process
2.1.2 2.5D机织SiCf/SiC复合材料的制备
目前,SiCf/SiC复合材料的制备方法主要包括:前驱体浸渍热解技术(PIP)、化学气相渗透技术(CVI)、纳米浸渍和瞬时共晶技术(NITE)以及反应性熔体浸渗技术(MI)。
其中,前驱体浸渍热解技术(PIP)具有制备尺寸大、形状复杂、微观结构可控、成本低等优点,在制备SiCf/SiC复合材料中应用最为广泛。因此本文选用PIP工艺制备2.5D机织SiCf/SiC复合材料,基体制备原料采用聚碳硅烷(苏州赛力菲公司),软化点为180~200℃,分子量为1000~2000。制备SiCf/SiC复合材料的具体工艺流程为:(1)合模定型:将2.5D SiC预制体置于石墨定型工装模具内固定,合模后固定成型进行定性;(2)纤维预制体的热处理:将上述定型后的纤维预制体随石墨定型工装模具置于真空高温炉中,热处理30min~60min,根据连续碳化硅纤维,将处理温度设定为800℃~1000℃;(3) 涂覆界面层:将纤维预制体随石墨定型工装模具装置于化学气相沉积炉内,进行纤维表面界面层的涂覆,界面由热解碳、碳化硅或氮化硼等材料构成,热解碳界面层的制备工艺为:以丙烷为碳源,温度为950℃~1100℃,炉压为2KPa~4KPa,流量为1000mL/min~3000mL/min,沉积时间为6h;(4)浸渍液的配置:将固态聚碳硅烷溶解于二甲苯溶液中,获得浸渍液,浸渍液中聚碳硅烷的质量分数为50%;(5)浸渍固化:将纤维预制体随石墨定型工装模具置于浸渍釜中,首先对浸渍釜抽真空,真空度为-0.05MPa~-0.1MPa时向浸渍釜内注入浸渍液直至浸渍液完全浸没纤维预制体中,保压时间为5h;(6)高温裂解:将上述浸渍固化后的纤维预制体与石墨定型工装模具放入裂解炉中,在高纯氮气气氛下进行高温裂解,炉压为3KPa,裂解温度为1200℃,保温1小时,然后自然降温至室温;(7)致密化:重复浸渍固化、高温裂解步骤,循环3次后,纤维预制体从石墨定型工装脱模,再重复浸渍固化、高温裂解步骤,直至纤维预制体质量增重小于1%为止,得到连续碳化硅纤维增强碳化硅基复合材料。最终所制备的2.5D机织SiCf/SiC复合材料的纤维体积含量为45%,Micro-CT扫描图如图2-3所示。

图2-3 2.5D机织SiCf/SiC复合材料形貌
Fig. 2-3 2.5D woven SiCf/SiC composite morphology
2.2 Micro-CT扫描观测纤维束及孔隙形态
微计算机断层扫描(Micro Computed Tomography, Micro-CT)技术是一种新型的采用X射线成像原理进行高分辨率三维成像的无损检测技术。通常以无损获取样品内部详尽的三维结构信息的形式,显示研究对象的内部结构、损伤形貌以及空间位置等微结构,相比于常规显微CT,Micro-CT具有更高的密度分辨能力和射线利用率,图像质量高,能清晰、准确地展示所测部位内部的状况。近年来,随着纺织结构在各个领域的应用占比不断增加,对于纺织复合材料的研究,其内部纱线的形貌以及孔隙缺陷成为人们所关注的重点,然而目前在表征纺织复合材料损伤形貌时,往往忽略其本身存在的固有的缺陷,使用光学显微镜和扫描电子显微镜(SEM),基于材料最终的失效模式来分析,这样不仅忽略材料本身固有的缺陷,还不可避免的对纺织结构造成了二次损伤。Micro-CT技术可以从很大程度上避免以上诸多问题,因此在纺织复合材料研究领域的应用日渐广泛。基于Micro-CT技术的原位检测方法可以无损、连续的观测到纺织复合材料的内部信息包括孔隙分布、纤维束走向以及复合材料内部缺陷、破坏分布等情况,在纺织复合材料的损伤演化以及内部纤维束变形等方面能提供巨大的帮助,其形成的三维可视化切片图像对于复合材料精细化结构、缺陷的重构以及表征材料损伤的传播等研究具有重要意义。
本课题实验设备采用上海恩迪检测技术控制有限公司提供的:德国diondo d2高分辨率全能型微焦点工业CT检测系统设备(德国diondo GmbH),Micro-CT扫描成像的工作原理如图2-4所示,扫描参数如表2-3所示。本课题分别对同一批次SiC预制体以及2.5D机织SiCf/SiC复合材料进行扫描测量,该设备最大检测范围为直径500mm×高度700mm,最大承重为50kg,空间分辨率测试可达0.5微米。基于对扫描区域尺寸、扫描重构限制、扫描的具体需求以及最终图像质量的要求综合考虑的情况下,本课题中所选的扫描样本尺寸为20mm×20mm×3mm,试样放置在X射线源与平板探测器之间,使用加速为120μA、90千伏的电压和电流发出的锥形射线束穿过待测样品,透过样品并被衰减强度的X射线在3072×3072像素大小的平板探测器上被接收并经过处理形成2228个二维投影图像,经处理形成二维投影图像。试样每旋转一定角度,都能得到一次衰减率的分布,重复上述扫描步骤获取二维投影图像,直到旋转360°,完成所有二维投影139μm(22.1μm/像素)。图像采集时间约为1.5h/个,然后将所有角度的二维投影图像利用VGSTUDIO MAX 3.1软件进行感兴趣区域(ROI)的建立,利用二维切片图像采集数据,重建2.5D机织SiCf/SiC复合材料结构。

图2-4 Micro-CT扫描成像原理 Fig.2-4 Micro-CT scanning imaging principle

2.3 2.5D机织SiCf/SiC复合材料纤维束的重构
2.3.1 2.5D机织SiCf/SiC复合材料纤维束提取
PIP工艺是将先驱体溶液浸入增强相孔隙中,经裂解后使裂解产物填充增强相孔隙,循环浸渍-裂解过程而形成以裂解产物为基体的陶瓷基复合材料。且相比于其他在施加压力情况下的制备工艺,纤维束的挤压变形更微弱。而且,纱线与基体在复合材料中的分辨率非常接近,无法分辨出纱线的轮廓,所以很难在SiCf/SiC复合材料成型后分离出一个周期的纬纱和经纱。为了简化仿真,并更能体现出纤维束的特征,本文纤维束的形态结构参数从Micro-CT扫描的预制体中提取。由于分辨率不足,如果采用自动提取,会对纱线截面的提取造成很大的误差,为了提高重构几何模型的准确性,采用手动提取截面轮廓方法。
为了减少因扫描过程中的噪声信息和其他因素造成的测量误差,需要对Micro-CT扫描的样品利用VGSTUDIO MAX 3.1(简称VG)软件进行预处理,具体操作方法如图2-5所示。第一步:将扫描的.vgl数据格式导入VG软件中,选取等值面渲染器,利用“渲染”功能,执行灰度值映射,此时数据集的灰度值分布在直方图中,左边为空气峰值,中间和右边是两个材料的峰值,即基体和纤维束的峰值,此时,空气和材料峰值之间泾渭分明。这两种峰值之间的界限越清晰,材料在二维显示图像中的视觉对比度就越强。第二步:在直方图中调节红线与蓝线的界限,分别点击直方图左边和右边的红线并拖拽到最低的灰度值(空气峰值之前)和最高的灰度值(材料峰值之后),将灰度值范围限制在相关的数据范围之内。点击并拖曳蓝线,通过定义ROI(感兴趣区)以减少周围的空气。将线条拖动到靠近对象的位置,但不要与之相切,需要确保留有一部分空气,用于后期处理计算。第三步:选用滤波功能去除纤维束截面和空气之间的粗糙部分,使纤维束截面更加平滑圆润。第四步:选用滤波器下的自适应高斯,设置平滑处理程度为0.8,边界阈值为0.1,清除体素内噪声,以减少后期统计误差,完成对扫描样品的预处理。

图2-5 VGSTUDIO MAX 3.1软件前处理流程
Fig.2-5 VGSTUDIO MAX 3.1 software processing flow chart
从Micro-CT三维图像中提取纤维束,用于构建基于矢量的细观结构纺织模型。纤维束轮廓点的选择通常只基于图像的一个视图,这可能会导致不可忽略的误差,特别是在扫描分辨率不够高或纱线密切接触时,为了重建准确反映工程织物几何特征的细观结构模型,需要精确的纤维束轮廓和足够多的截面。本文对纤维束进行编号并选取9根经纱和9根纬纱,分别截取10张经向和纬向材料的截面图,图2-6为VG软件下其中一个截面的经向和纬向纱线的分布,利用Image-J软件对截取截面内的经纱和纬纱分别进行参数的提取。

图2-6 提取2.5D机织SiC预制体中纤维束的轮廓(a)纬纱轮廓(b)经纱轮廓(c)Micro-CT扫描2.5D机织SiC预制体样貌(d)纱线截面的几何形状
Fig.2-6 The region of interest (ROI) of yarns obtained from Micro-CT (a) extraction of weft yarn (b) extraction of warp yarn (c) Micro-CT image of SiC fiber preform (d) yarn section parameters
Image-J软件提取参数的具体操作步骤为:
(1)将Micro-CT中截取的图片导入Image-J软件中,使用“straight”工具确定比例尺长度,同时确定原点的坐标,在平面内形成平面XOY直角坐标系。
(2)导入图片时,图片为RGB格式,需要将RGB格式转换为灰度图。即通过利用标尺工具,将导入的像素点单位“pixels”转换为“mm”,此时图片在原来1462×922pixels的基础上转换为21.50×13.56 mm
(3)采用折线工具,利用软件中“点”工具对不同位置的经纱、纬纱截面进行提取并提取纱线截面数据。
2.3.2 纤维束特征参数的统计分析及重构
在对层析图像提取纤维束参数之后,观察纤维束几何特征的演变,对提取的原始数据进行处理,为后期的模型提供较为精确的参数支撑。由于统计的分散量很小,对参数进行函数拟合。几何参数包括经向纤维束与纬向纤维束的面积、周长、长度(h)和宽度(w)。
图2-7、2-8为统计的纱线参数,由图2-7(a-b)可以看出经纱和纬纱的周长整体呈现稳定的波动。经纱截面周长在1.9-2.7mm之间波动,而纬纱周长主要分布在1.6-2.6mm之间,经纱和纬纱截面周长均随着层数的递增,整体呈现类似波纹的波动,但波动振幅小,曲线波动平缓。图2-7(c-d)为经纱和纬纱截面的长宽比,可见经纬纱长宽比的范围均在3.0~6.5之间。由图2-8可知,长宽比表明了纤维束的形状特点,若纱线长度值大,宽度值小,即长宽比大,则说明纱线的形状接近于椭圆形;若孔隙的长宽比小,则说明孔隙的形状接近于圆球形。而图2-8的统计中显示经纱和纬纱长宽比值均大于1,所以假定经纱和纬纱的截面整体呈椭圆形是合理的。

图2-7 经纱和纬纱的截面参数(a)经纱周长(b)纬纱周长(c)经纱的长宽比(d)纬纱的长宽比
Fig.2-7 Relevant parameters of the warp and weft yarn section (a) sectional girth of the warp yarn (b) sectional girth of the weft yarn (c) ratio of section length to width of warp yarn (d) ratio of section length to width of weft yarn

图2-8 不同长宽比对应椭圆示意图
Fig.2-8 Schematic diagram of ellipse corresponding to different length-width ratio
通过对层析图像像素转化数字处理提取后,可以看出,材料中纤维束的宽度w、长度h和面积的几何特征呈现科学的波动,保持相对稳定(图2-9)。这与文献[72]三维编织正交复合材料纱线的统计波动性大体上是一致的,并且与三维编织复合材料文献[73]中编织纱保持稳定的特性是一致的,这表示2.5D机织复合材料在微观尺度上保持着良好的纤维束稳定结构。因此,为了简化模拟仿真,对纱线的几何特征取平均值,其中,经纬纱面积分别在0.108 mm²和0.165 mm²上下波动,纬纱的宽度和长度波动在0.88mm和0.18mm之间,经纱的宽度和长度波动在1.03mm和0.24mm之间。

图2-9 经纱和纬纱的几何特征(a)纬纱面积(b)纬纱的长度和宽度(c)经纱的面积(d)经纱的长度和宽度
Fig.2-9 Statistical analysis of geometric characteristics of weft yarn and warp yarn (a) area of weft yarn (b) width and height of weft yarn (c) area of warp yarn (d) width and height of warp yarn
针对参数统计的结果,我们认为经纱束和纬纱束的截面保持相对稳定的几何特征,本文根据统计结果在CAD软件中对纱线进行重构,从拟合参数中选取截面,主要包含拟合曲线峰值处的关键截面(图2-10)。结果表明,经纱与纬纱的截面呈均匀椭圆形,经纱保持了一阶近似正弦曲线分布,而纬纱则保持近似直线的分布。进一步地,采用Solidworks软件对纱线进一步重构,通过将建立好的纱线与手动提取的真实纱线进行比较(图2-11),可以看出,建立的纱线模型与真实纱线特征吻合较好。

图2-10 根据统计数据重建的经纱和纬纱(a)经纱(b)纬纱
Fig.2-10 The reconstruction of warp yarn and weft yarn based on the statistical data

图2-11 Micro-CT重建纱线与真实图像的比较(a)统计数据重建模型(b)基于Micro-CT手动提取的经纱和纬纱的层析图像
Fig.2-11 Comparison of reconstructed yarns and real images from Micro-CT (a) statistical data reconstruction yarn (b) tomographic images of warp and weft yarn extracted based on Micro-CT
2.4 2.5D机织SiCf/SiC复合材料孔隙的重构
2.4.1 2.5D机织SiCf/SiC复合材料中的孔隙特征
SiCf/SiC复合材料制备过程中由于纱线自身相互加压、纱线的空间路径以及相邻层经纱的反演对称特性共同导致复合材料中独特的孔隙分布特征。通过利用图像处理软件VG的自适应中值滤波、迭代最佳阈值对SiCf/SiC复合材料中孔隙进行处理统计后,得到用于孔隙量化分析的二值图像,为其后的精确定量分析提供支撑。图2-12所示,发现基体和纱线中同时存在孔隙,很明显可以看出:(1)基体孔隙比纤维中存在的孔隙含量更多,且体积更大;(2)孔隙缺陷大部分位于经纱和纬纱交接的基体上,并随机分布;(3)纱线中的孔隙均匀分布,仅存在少量缺陷。(4)经纱和纬纱围成“扁长椭圆形”巨型孔隙(图2-12中A),并且这种巨型孔隙分布在经纱与纬纱交接处下侧。(5)由于内部纬纱被相邻经纱反锁,所以纬纱集结于一起形成双凸透镜形成截面,此时最外侧的两根纬纱未被反锁,只是被外部的经纱挡住,所以在挤压作用下向两侧铺展,形成不规则孔隙B。这些孔隙产生的主要原因是由于复合材料特殊的制备工艺中存在的夹具挤压、纱线自身相互挤压、纱线的空间路径以及和相邻层经纱的反演对称特性共同作用导致的。这种现象也被张立同团队[74]研究的2.5D Cf/SiC复合材料所证实。

图2-12 2.5D机织SiCf/SiC试样沿经向截面的CT图像
Fig.2-12 The image of 2.5D woven SiCf/SiC composite along the warp section from Micro-CT
为了更能明显的观测到2.5D机织SiCf/SiC复合材料中孔隙的分布,利用VG软件中的VGDefX算法进行孔隙的提取以及统计分析。由于基体及纱线体素的灰度强度较低,可以很容易将孔隙体素区分开。提取孔隙的具体步骤为:
(1)首先按照上文中提及的预处理操作,对导入文件的扫描结果进行预处理,使得孔隙区域和复合材料区域有很强的区分性,并对体素内噪声信息进行清除。
(2)确保体积1即需要提取的复合材料扫描图在场景树中突出显示,选择表面测定菜单选项中的高级(传统)模式执行对复合材料中的孔隙进行分析,并将材料定义选择为自动,从而区别孔隙及复合材料。
(3)在起始轮廓修复下选择删除所有孔隙,从而防止内部孔隙被排除在分析之外。并将搜索距离旋转框中的数值设置为4体素,方便后续在正确的分辨率下对孔隙分析的正确判别。
(4)利用VGDefX算法执行孔隙率分析操作,确保在算法字段选择VGDefX,并且在分析模式字段中选择孔隙。
(5)为了区分孔隙与复合材料,对提取的孔隙进行可视化操作,即设置可视化中透明度,从而提取出孔隙(图2-13(b)),并得到了复合材料的孔隙率为9.04%,孔隙体积的分布在0 ~ 5 mm³之间,默认情况下,较大的孔隙显示为红色,较小的孔隙显示为蓝色。

图2-13 (a)Micro-CT扫描下2.5D机织SiCf/SiC复合材料(b)提取的复合材料中的孔隙
Fig.2-13 (a) Micro-CT based 2.5D woven composites (b) distribution of extracted pores
2.4.2 孔隙统计分析及随机孔隙模型重构
对孔隙可视化操作完成后,通过统计模块,利用Origin软件进行孔隙参数的量化分析,运用数学方法获得孔隙体积及孔隙的分布,完成对复合材料孔隙的量化分析。图2-14是根据孔隙体积分布累计概率绘制的柱状直方图,用于直观地观测分析复合材料中孔隙的体积大小以及分布情况。图2-14(a)显示了10-10⁻⁶ mm³范围的孔隙体积分布的累积概率。对于体积规模为0.1-10 mm³的孔隙,观察到几乎所有的巨型孔隙均以0.1-0.01 mm³的规模分布。图2-14(b-d)分别显示了分布在10⁻⁴-10⁻⁵ mm³、10⁻³-10⁻⁴ mm³和10⁻⁵-10⁻⁶ mm³的孔隙体积。可以观察到,大多数小孔分布在10⁻⁴-10⁻⁵ mm³(58.05%)的范围内,其次是分布在10⁻³-10⁻⁴ mm³和10⁻⁵-10⁻⁶ mm³之间的孔隙,分别占23.05%和11.54%。

图2-14 孔隙缺陷体积统计直方图
Fig.2-14 Statistical results of geometric characteristics of pores
通过基于对孔隙的统计分析以及对复合材料的孔隙形貌观测(图2-15),假定2.5D机织SiCf/SiC复合材料中存在两种不同的孔隙,即处于经纱和纬纱交叉点的巨型孔隙和位于基体其他位置的小孔隙(图2-16),为了确定巨型孔隙的具体分布,在一个纬纱纤维束内随机选取四组截面,扫描以1/4纬纱的间隔进行,随之发现,在一个纬纱间隔内这种巨型孔隙的宽度与纬纱的宽度几乎一致。因此,本课题通过几何建模和随机算法相结合的方法来实现同时包含“巨型孔隙”和“小孔隙”的2.5D机织SiCf/SiC复合材料模型重构,具体生成方法为(如图2-17):

图2-15 2.5D机织SiCf/SiC复合材料中的孔隙分布
Fig.2-15 Pore distribution in 2.5D woven SiCf/SiC composites

图2-16 两种类型的重构孔隙
Fig.2-16 Two types of reconstructed pores
(1)巨型孔隙生成方法:根据统计的纱线数据,在Solidworks软件中建立2.5D机织模型,在纱线模型建立的同时,根据在VG软件中的“巨型孔隙”参数统计,建立一组经纱下方的巨型孔隙模型,随后,利用布尔操作的方法,在基体中将“巨型孔隙”剔除(图2-17(a));
(2)小孔隙生成方法:上述研究结果表明,超过80%小孔隙的体积处于10⁻⁴-10⁻⁵ mm³范围之间。基于此,①首先,将Solidworks软件中建立的去除大孔隙的2.5D机织SiCf/SiC复合材料模型导入到ABAQUS软件中,将纱线,基体进行分组,并划分网格,此时,基体的网格总数为N;②利用Matlab子程序嵌入一个随机模块,根据孔隙含量以及网格总数,生成孔隙的矩阵分布,此时,孔隙的网格数为Np;③在基体总网格中将小孔隙的网格删除,生成去除孔隙后新的基体,此时新的基体的网格数为Nd,即Nd=N-Np。

图2-17 2.5D机织SiCf/SiC复合材料中不同孔隙重构流程(a)巨型孔隙(b)均匀小孔隙
Fig.2-17 Different pore reconstruction processes in 2.5D woven SiCf/SiC composites (a) giant pores (b) small pores
图2-18为真实2.5D机织SiCf/SiC复合材料Micro-CT图像(图2-18(a-b))与含不同孔隙分布的重构模型(图2-18(c-d))的对比。值得注意的是,经纱与相邻经纱相交时,巨型孔隙会消失,此时仅有基体中小孔隙存在(图2-18(a、d))。结果表明,重构的含不同孔隙分布的2.5D机织SiCf/SiC复合材料与真实Micro-CT扫描提取图像一致性较好。

图2-18 真实孔隙分布与重构孔隙在不同位置的分布 Fig.2-18 Distribution of real and reconstructed pores at different locations
本章小结
本章首先利用先驱体浸渍热裂解技术制备2.5D机织SiCf/SiC复合材料,并基于Micro-CT技术并使用VGSTUDIO MAX 3.1(简称VG)软件和Image-J软件对复合材料内部纤维束形态、孔隙分布进行提取以及统计分析;其次,介绍了三维图像分析VG软件以及数值化Image-J软件处理材料内部纤维束以及提取分析孔隙数据的使用流程;随后,提出了一种基于蒙特卡洛算法生成随机孔隙的方法;最后,基于统计数据以及三维图像分析建立含孔隙的2.5D机织SiCf/SiC复合材料真实拓扑结构。主要有以下几个方面的结论:
(1)对2.5D机织SiCf/SiC复合材料内部纤维束细观结构统计发现,纤维束截面均呈扁平椭圆状,随着切片位置变化,经向纤维束整体呈现近似一阶正弦曲线的波动,而纬向纤维束呈现近似直线的分布。
(2)由于陶瓷基复合材料独特的烧结工艺导致其复合材料内部分布大小不一、形状各异的孔隙,基于对2.5D机织SiCf/SiC复合材料内部扫描分析发现,内部经向纱线与纬向纱线的交界处出现规律的、体积分布略大的并且形状为扁长椭圆形的巨型孔隙;而基体中其余体积较小的孔隙均呈现随机性分布的特征。
(3)基于纤维束参数的统计分析分别重构了经向纱线与纬向纱线,根据Micro-CT技术对材料内部孔隙捕捉并进行统计分析,将材料内部孔隙分为两种:一种是分布在经纱与纬纱的交界处基体中的呈现扁长椭圆形的巨型孔隙,另一种为随机分布在基体中的小型孔隙。分别将这两种孔隙的重构方法进行简要说明,其中,提出一种蒙特卡洛的随机算法生成材料内部的小孔隙,并将真实材料中的纱线以及孔隙与重构后的纱线以及孔隙进行对比。结果表明,重构的纱线以及孔隙与材料中的纱线形态以及孔隙分布具有较强的一致性。
第三章 2.5D机织SiCf/SiC复合材料拉伸力学行为及失效机理
针对SiCf/SiC复合材料在服役条件下的拉伸力学行为,获取了单轴拉伸载荷下经向和纬向试样的力学行为。结合扫描电子显微镜和超景深三维显微镜,分析了2.5D机织SiCf/SiC复合材料拉伸失效模式,阐明了拉伸损伤机制。同时,基于第二章重构模型,建立了不含孔隙缺陷的理想化模型(I-model)、含均匀孔隙分布的均匀化模型(U-model)以及含不同孔隙分布的非均匀模型(N-model)三种有限元模型,开展了拉伸载荷下材料的数值计算,获得了2.5D机织SiCf/SiC复合材料的力学响应。在此基础上,将数值计算结果与试验结果比对,验证了所建立的模型,以期为航空发动机热端结构件的设计及实际工程应用提供理论指导。
3.1 2.5D机织SiCf/SiC复合材料试验研究
3.1.1 拉伸试验
根据GJB 6475-2008标准,将PIP工艺制备的2.5D机织SiCf/SiC复合材料分别沿材料经向、纬向进行拉伸试样的制备(图3-1(c-d)),切割成如图3-1(b)尺寸大小的试样并进行测试。拉伸试样详细尺寸见图3-1(a),并采用室温下100kN载荷的Instrong-3385-H万能拉伸试验机对2.5D机织SiCf/SiC复合材料试样进行拉伸实验,加载速率为0.5mm/min。在试样标距内粘贴栅长为4mm的应变片测定样品的横向应变。

图3-1 2.5D机织SiCf/SiC复合材料的拉伸试验(a)SiCf/SiC复合材料试样(b)试样的尺寸(c)经纱断面形貌(b)纬纱断面形貌
Fig.3-1 Tensile test and 2.5D woven SiCf/SiC composites (a) the SiCf/SiC composites samples (b) the size of the samples (c) Warp cross-section morphology (d)Weft cross-section morphology
3.1.2 拉伸力学行为
在单轴拉伸试验中,试样的经向、纬向每个方向各选取三组试样进行测试分析。图3-2为2.5D机织SiCf/SiC复合材料单轴拉伸应力-应变曲线,可知,经向(X向),纬向(Y向)试样的拉伸应力应变曲线均呈现明显“非线性特征”,并且可以大致分为四个阶段。经向试样第一阶段应力约在0-55MPa之间,此时应力-应变曲线呈线性增长趋势,即试样的弹性变形阶段。材料在该阶段发生弹性变形,基体与纱线同时承载载荷,此时基体中尚未产生裂纹;第二阶段试样的应力增至约55MPa时,曲线斜率开始降低并表现出明显的非线性,即应力-应变渐变区,这预示着材料损伤的出现,基体内部逐渐萌生新的微裂纹同时原始裂纹也开始扩展,从而导致材料抵抗应力变化的能力稍有降低,应力-应变曲线稍有降低;第三阶段当应力达到约75MPa时,曲线斜率增大并呈准线性特征,这预示着材料内部主承载单元开始受力;第四阶段在应力为240MPa左右时,主承载单元发生变化,损伤在材料各组成单元之间的扩展转移,直到达到最大强度后应力突降,曲线呈脆性断裂特征。纬向试样初始阶段在0-55MPa范围内曲线线性增加;第二阶段当应力增至约55MPa后,曲线波动上升,预示着试样损伤的出现;第三阶段应力增加至最大应力值附近时出现一定的波动,当波动持续一段时间后应力突降材料失效,试样整体呈明显的“双线性”断裂特征及较为显著的能量耗散。

图3-2 2.5D机织SiCf/SiC复合材料拉伸应力-应变曲线(a)经向(X向)拉伸应力-应变曲线(b)纬向(Y向)拉伸应力-应变曲线
Fig.3-2 Stress-strain curve of warp and weft 2.5D woven SiCf/SiC composites (a) tensile stress-strain curve in the warp direction (X direction) (b) tensile stress-strain curve in the weft direction (Y direction)
3.1.3 宏细观破坏模式及拉伸失效机理分析
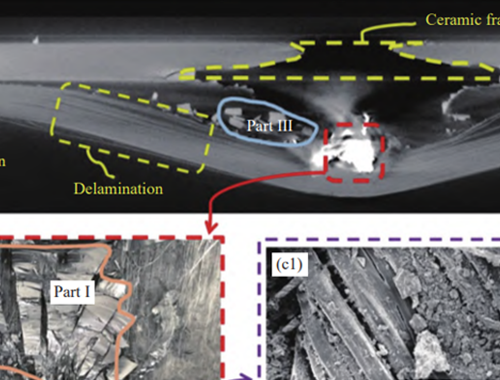
图3-3(a)、(b)为利用超景深获取的经向拉伸试样破坏形貌图像。从图中可知,复合材料拉伸后由大量纤维拔出,同时,也可以看出复合材料在拉伸过程中所发生的各种增韧机制,如基体裂纹、基体断裂、纤维束断裂等,在加载初期,脆性大的基体(SiC以及Si)首先萌生微裂纹,随着载荷的增加,微裂纹逐渐汇聚并扩展到基体与纤维的界面处。在载荷的进一步作用下,纤维与界面发生脱粘和滑移,导致裂纹沿截面偏转并可能分叉。同时,开裂的基体由纤维桥联而能继续承载,直到纤维断裂。图3-4(a-d)为利用SEM获取的经向拉伸破坏形貌图像。从断口形貌可以看出,2.5D机织SiCf/SiC复合材料的纤维拔出明显,且纤维拔出长度较长,这表明在加载过程中材料的纤维能够更好地发挥承载作用,从而使得复合材料表现出更好的力学性能,同时,纤维拔出明显,表明浸渍过程中SiC纤维和PyC界面相受损,发生界面层脱落现象。

图3-3 经向(X向)2.5D机织SiCf/SiC复合材料损伤破坏超景深扫描图
Fig.3-3 Damage diagram of warp (X-direction) 2.5D woven SiCf/SiC composite under Superfield 3D microscope

图3-4 经向(X向)2.5D机织SiCf/SiC复合材料损伤电镜图(a)经向断面SEM(1K倍)图(b)经向断面SEM(500倍)图(c)经向断面SEM(1K倍)图(d)经向断面SEM(100倍)图
Fig.3-4 Damage diagram of warp (X-direction) 2.5D woven SiCf/SiC composite under SEM (a) SEM (1K times) of warp section (b) SEM (500 times) of warp section (c) SEM (1K times) of warp section (d) SEM (100 times) of warp section
图3-5(a)、(b)为利用超景深获取的纬向拉伸试样破坏形貌图像。从图中可知,纬向试样拉伸最终失效模式与经向试样基本一致,均包括基体裂纹、基体脱粘、纤维束脱粘、纤维束整体断裂等特征。其中界面脱粘和纤维拔出时最主要的能量吸收机制,决定了材料的断裂行为。试样端口特征为明显的台阶状,纤维束和纤维单丝拔出比例少,而是以纤维束和纤维簇脆性断裂为主。同时试样界面结合过强导致裂纹无法沿界面偏转而缓解应力集中时[75],试样易在此处断裂,表现出较低的强度。图3-6(a-d)为利用SEM获取的纬向拉伸破坏形貌图像,经纱和纬纱的断裂皆为典型的韧性断裂,即纤维以多级台阶式的方式断裂并伴随有纤维的大量拔出。断口出现凹凸不平的特征,且纤维簇断面较为平整,有一些PyC界面层从纤维表面脱落,由纤维拔出后遗留的SiC基体壳层可见,有规则的阶梯裂纹存在,进一步从微观角度说明纬向试样在拉伸载荷下的脆性失效。

图3-5 纬向(Y向)2.5D机织SiCf/SiC复合材料损伤破坏超景深扫描图
Fig.3-5 Damage diagram of weft (Y-direction) 2.5D woven SiCf/SiC composite under Superfield 3D microscope

图3-6 纬向(Y向)2.5D机织SiCf/SiC复合材料损伤电镜图(a)纬向断面SEM(500倍)图(b)纬向断面SEM(1K倍)图(c)纬向断面SEM(500倍)图(d)纬向断面SEM(100倍)图
Fig.3-6 Damage diagram of weft (Y-direction) 2.5D woven SiCf/SiC composite under SEM (a) SEM (500 times) of weft section (b) SEM (1K times) of weft section (c) SEM (500 times) of weft section (d) SEM (100 times) of weft section
如前所述,SiCf/SiC复合材料的断裂为非脆性断裂模式,由于2.5D预制体结构中的经向纱线在厚度方向上起到了增强作用,使2.5D机织SiCf/SiC复合材料除了有优异的面内力学性能,还具有较高的层间力学性能。为了进一步揭示材料的拉伸损伤机制,图3-7给出了2.5D机织SiCf/SiC复合材料在拉伸载荷作用下的损伤机制示意图。试样各点受到两侧均匀的拉伸应力而产生受力方向的拉伸变形,面内纱线与基体相互挤压产生剪切应力作用,即试样的拉伸破坏为拉伸应力,剪切应力耦合的结果。不同取样方向试样的主承力纱线不同,这也是造成经向和纬向试样力学行为及性能明显差异的主要原因。拉伸载荷作用下经向试样强度远大于纬向,这主要由以下两个原因造成:一方面,经向拉伸中经向纱线在复合材料中处于弯曲交织状态,在受到两侧拉伸牵引力下,经向纱线为了克服拉伸应力,首先需要恢复伸直的状态,因此抵消部分拉伸的载荷应力;另一方面,纬向试样中,经向纱线沿拉伸方向分布,相比较经向试样,大量纤维在拉伸的载荷下,纬向试样中的纱线较易从基体中抽拔,使得界面较容易脱黏。

图3-7 2.5D机织SiCf/SiC复合材料单轴拉伸受力示意图(a)经向(b)纬向
Fig.3-7 Schematic diagram of uniaxial tension of 2.5D woven SiCf/SiC composite (a) warp direction (b) weft direction
3.2 2.5D机织SiCf/SiC复合材料拉伸数值模拟
在本节中,主要基于2.5D机织SiCf/SiC复合材料构建三种不同的代表性体积单元模型(RVE)。提出的方法是分别创建不考虑孔隙分布的理想化模型(I-model)、含均匀孔隙分布的模型(U-model)以及含巨型孔隙和小孔隙并存的非均匀孔隙模型(N-model)。利用Micro-CT在细观尺度上重建纤维增强陶瓷基复合材料的几何模型,重建的三种不同模型将分别用来作为参考,并基于拉伸试验评估基于随机算法构建的含孔隙几何模型的精度。
3.2.1 单胞细观模型建立
根据第二节中对纤维束的尺寸和孔隙的大小及分布进行数值统计分析,据此,将2.5D机织SiCf/SiC复合材料中纤维束假定为椭圆形状,以此来确定复合材料的代表性体积单元模型,并且利用Solidworks几何建模软件,构建一个典型的含孔隙2.5D机织SiCf/SiC复合材料代表性体积单元模型,通过对提取参数的平均处理,确定单胞经纱截面长轴为0.46mm,短轴为0.12mm,纬纱截面长轴为0.42mm,短轴为0.04mm。在复合材料制备完成后,体积分布为10⁻³-10⁻⁴ mm³的孔隙占比最高,因此,本文根据孔隙率9.04%及孔隙大小的统计结果,将RVE模型中均匀分布的孔隙体积设置为10⁻⁴ mm³,并根据第二节中提出的方法对模型中的巨型孔隙进行处理。
为了验证模型的有效性,本节分别建立了三种含不同孔隙分布的RVE模型,如图3-8:(1)建立理想化的RVE模型,即模型中不含孔隙缺陷,并称之为I-model。即按照第二章纱线的数值统计结果建立模型,并导入到ABAQUS中进行拉伸计算;(2)建立含均匀孔隙分布的RVE模型,此时不考虑材料中分布的巨型孔隙。因为材料中存在的小孔隙尺寸占比在10⁻⁴ mm³分布居多,故在网格化后的RVE模型中利用随机算法删去同等孔隙率的网格,即建立的U-model;(3)建立既含有巨型孔隙又存在均匀的小孔隙分布的非均匀孔隙模型,即利用第二章中提出的方法建立的N-model。图3-9是重构的不同模型(U-model和N-model)与Micro-CT扫描样品的对比图。由图可以看出,N-model与真实样品中孔隙的分布具有较好的一致性。

图3-8 2.5D机织SiCf/SiC复合材料微结构模型 Fig.3-8 2.5D SiCf/SiC composite microstructure model

图3-9 重构模型与Micro-CT扫描的对比 Fig.3-9 Comparison between reconstructed geometrical models and Micro-CT results
的N-model初始模量与实验数据吻合较好。实验的应力(41659.85MPa)略高于N-model模型的应力(40477.25MPa)。在表3-2中,当实验应力为35685.97MPa时,N-model、U-model和I-model的应力分别为37658.62MPa、41041.96MPa和43563.54MPa。从上述结果可以看出,随着不同孔隙分布的引入,2.5D机织SiCf/SiC复合材料模量的计算误差也逐渐减小,表明N-model能够较好地预测复合材料的力学性能,模拟精度可达95%,而I-model和U-model的误差分别为22%和15%。表明考虑了基体中存在的不同孔隙分布后,SiCf/SiC的模型更趋于真实情形。可以看出,常规模型(U-model和I-model)的应力分布与非均匀模型(N-model)的应力分布有很大的不同。这是由于复合材料的非均匀性引起应力集中所致。然而,均匀化模型表现的是平均应力分布,忽略了结构的不均匀性。结果表明,不同尺寸的孔隙缺陷对2.5D机织SiCf/SiC复合材料力学性能的预测精度有较大影响。本文提出的方法有助于建立更准确的含孔隙2.5D机织SiCf/SiC复合材料模型,可用于2.5D机织SiCf/SiC复合材料性能的细化预测。
获得的单胞应力场云图分别如图3-11和图3-12所示。图3-11显示了三个模型在沿经纱(X)方向和纬纱(Y)方向位移载荷为0.5%时的应力云图。对于沿经纱方向拉伸的模型,I-model和U-model的应力均匀分布在材料上(图3-11(a)、(b)),而N-model的应力出现局部集中现象(图3-11(c))。对于N-model,可以清楚地看到,在巨型孔隙附近观测到纱线和基体上均出现局部高应变区域。

图3-11 I-model, U-model和N-model在经向(X)和纬向(Y)施加载荷时的应力分布(a),(d)I-model (b),(e)U-model(e),(f)N-model
Fig.3-11 Stress distribution obtained from the I-model, U-model and N-model when applying loading along warp (X) and weft (Y) direction. (a), (d) I-model. (b), (e) U-model. (e), (f) N-model
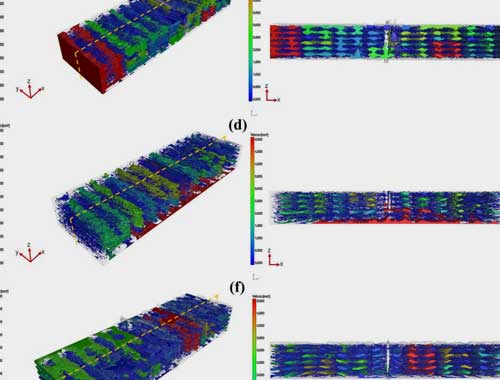
为了进一步展示预测模型的能力,图3-12展示了经向(X)和纬向(Y)的N-model的在经向和纬向拉伸的应力云图,图中显示了具有孔隙缺陷的基体(图3-12(b)和(e))和纱线(图3-12(c)和(f))。观察到在拉伸载荷下,N-model的应力集中在具有孔隙缺陷的区域,尤其是巨型孔隙缺陷附近,表明孔隙缺陷在复合材料的机械性能和破坏模式中起着至关重要的作用。进一步地,在材料经历拉伸后,基体和纱线的应力集中并不一致,其中经向拉伸主要由纱线承力,而纬向拉伸主要由基体承力。

图3-12 N-model在经向(X)和纬向(Y)施加载荷时的应力分布(a),(d)N-model (b),(e) N-model基体(c),(f)N-model纱线
Fig.3-12 Stress distribution of N-model and its components when applying loading along warp (X) and weft (Y) direction. (a), (d) N-model; (b), (e) porous matrix; (c), (f) yarns.
为了验证所提出的有限元模型的预测能力,进行了一系列沿经向(X)和纬向(Y)方向的拉伸实验,以分析复合材料的破坏模式,并获得了样品最终断裂的Micro-CT图像。实验结果以及沿经纱(X)方向施加载荷时的有限元预测结果如图3-13所示。从图3-13中发现样品的应力集中与复合材料的应力云图一致,即应力集中发生在经纱和纬纱交界处的巨型孔隙处,确切地说,是由应力云图(图3-13(b))和CT图像(图3-13(a))所反映的巨型孔隙。对于沿纬纱(Y)方向拉伸的复合材料,图3-14中显示了基于CT的扫描图像以及预测的应力云图。从图中可以观察到:基体的应力沿经向均匀分布(图3-14(d)),这表明在纬向载荷下基体的承载力是均匀的,并且基体的破坏可能发生在随机位置,这种2.5D典型损伤模式与以前的研究一致。

图3-13 含非均匀孔隙RVE模型与试验经向拉伸最终失效(a)经向拉伸样品的最终破坏(b)N-model经向的最终失效(c)纱线的拉伸失效云图(d)基体的拉伸失效云图
Fig.3-13 Stress distribution of the composite when apply loading along the warp (X) direction (a) tested samples (b) the whole N-model (c) the yarns (d) the matrix with pore defects

图3-14 含非均匀孔隙RVE模型与试验纬向拉伸最终失效(a)纬向拉伸样品的最终破坏(b)N-model纬向的最终失效(c)纱线的拉伸失效云图(d)基体的拉伸失效云图
Fig.3-14 Stress distribution of the composite when apply loading along the weft (Y) direction (a) tested samples (b) the whole N-model (c) the yarns (d) the matrix with pore defects
总之,从有限元预测中获得的应力云图与实验结果非常吻合。当沿经线和纬线方向施加载荷时,应力集中在存在宏观孔隙(巨型孔隙)的区域,这与破坏试样的横截面形态是一致的。因此,可以得出结论,当沿经纱(X)方向施加载荷时,机织纱线将成为主要的轴承组件;在沿纬纱(Y)方向对复合材料施加载荷时,应力主要集中在基体上。
本章小结
本章通过试验和数值计算相结合的方法,着重开展了2.5D机织SiCf/SiC复合材料的拉伸力学行为和损伤机制研究。根据新颖的辅助几何建模思路,借助Micro-CT技术重建具有随机孔隙的2.5D机织SiCf/SiC复合材料的细观几何模型;分析了SiCf/SiC复合材料的微观结构,研究复合材料中所含孔隙缺陷的大小和分布;根据孔隙缺陷的统计数据,借助随机函数和蒙特卡洛算法,建立了具有非均匀孔隙缺陷的2.5D机织SiCf/SiC复合材料模型(N-model);此外,通过建立了另外两个模型,不含孔隙缺陷的I-model和具有均匀小孔隙分布的U-model,证明了提出的N-model的有效性。进一步地,通过单轴拉伸实验,将试验结果与模拟结果进行对比,通过分析研究得到的主要结论如下:
(1)2.5D机织SiCf/SiC复合材料经向和纬向单轴拉伸试验表明:经向(X向),纬向(Y向)试样的拉伸应力应变曲线均呈现明显“非线性特征”,可分为应力-应变线性区、暂变区、陡变区以及失稳区等四个阶段;经向拉伸损伤主要沿着纤维与界面发生脱粘和滑移,纤维拔出明显,且纤维拔出长度较长,而纬向试样端口特征为明显的台阶状,纤维束和纤维单丝拔出比例少,是以纤维束和纤维簇脆性断裂为主。
(2)2.5D机织SiCf/SiC复合材料经向和纬向单轴拉伸数值计算结果表明:含非均匀孔隙分布的细观有限元模型模拟结果与试验结果具有高度一致性。经向拉伸中,破坏发生在经纬纱交接处的宏观孔隙,即应力云图中的“巨大孔隙”处;而纬向拉伸中,沿经纱方向的基体应力分布均匀,经向和纬向拉伸破坏处于宏观孔隙附近。
(3)采用N-model、U-model和I-model得到的拉伸弹性模量分别为44354.58MPa,42932.23MPa和40477.25MPa,而实验结果为41659.85MPa。结果表明,提出的含非均匀孔隙的模型(N-model)能够较好地预测复合材料的力学性能,模拟精度可达95%。表明不同尺寸分布的孔隙缺陷对2.5D机织SiCf/SiC复合材料力学性能的预测精度有较大影响。
4.2 2.5D机织SiCf/SiC复合材料弯曲有限元模拟
4.2.1 2.5D机织SiCf/SiC复合材料弯曲有限元模型
为了进一步验证提出的含不同孔隙分布的模型,本课题依据弯曲试验件尺寸,建立含不同孔隙分布的全尺寸2.5D机织SiCf/SiC复合材料模型。建立的具体步骤为:
(1)首先根据2.5D机织SiCf/SiC复合材料经向弯曲试验件的实际尺寸参数35mm×4mm×3mm(长×宽×厚)在Solidworks软件中建立含巨型孔隙缺陷的三维实体模型。即先根据经向试样的Micro-CT扫描图确定经纱、纬纱以及巨型孔隙的截面大小,并在Solidworks中建立含巨型孔隙的弯曲模型;
(2)按照第二章所提出的随机添加孔隙缺陷的方法,即首先根据经向试样的Micro-CT扫描图确定基体中孔隙的分布(如图4-9),试样的孔隙体积在0-0.7 mm³之间。根据孔隙数据进行数学量化统计分析(如图4-10),此时复合材料的孔隙率为9.36%,基体中分布的小孔隙(1×10⁻⁶-1×10⁻⁴ mm³)占总孔隙的90%以上,而孔隙体积占比最多57.16%主要分布在10⁻⁴ mm³-10⁻⁵ mm³。因此,本课题假定均匀小孔隙体积为10⁻⁴ mm³。将Solidworks软件中建立含巨型孔隙的弯曲模型导入到ABAQUS分析软件中,采用四面体网格对材料进行离散,并设定网格单元体积为10⁻⁴ mm³,此时基体的网格总数为749424个,根据孔隙率确定需要随机将70146个网格从基体中删除,利用随机函数建立含非均匀孔隙弯曲有限元模型,建立的含不同孔隙分布的全尺寸有限元模型如图4-11。

图4-9 2.5D机织SiCf/SiC复合材料的孔隙分布(a)Micro-CT提取的孔隙(b)2.5D机织SiCf/SiC复合材料形貌
Fig.4-9 Pore distribution of 2.5D woven SiCf/SiC composites (a)the pores of composite extracted by Micro-CT (b) 2.5D woven SiCf/SiC composite morphology

图4-10 统计的孔隙体积占比 Fig.4-10 Statistical pore volume ratio

图4-11 建立的既含有大孔隙又含有小孔隙的全尺寸模型 Fig.4-11 The full-scale model containing both large and small pores
4.2.2 2.5D机织SiCf/SiC复合材料弯曲有限元模拟
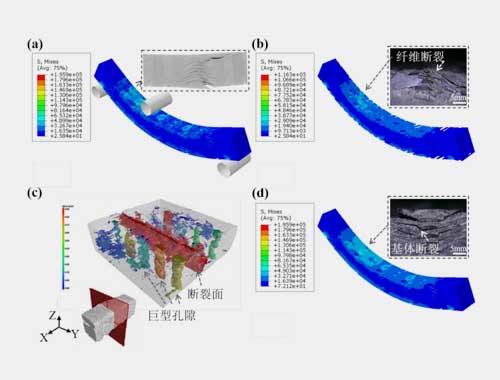
图4-12为含孔隙2.5D机织SiCf/SiC复合材料全尺寸模型在三点弯曲载荷下的不同时刻的损伤分布云图。由图中可看出,2.5D机织SiCf/SiC复合材料随着时间的变化产生了不同特征的应力云图。首先,复合材料在上侧受压的情况下,与上方压头的接触先出现了损伤,并且损伤集中在中间区域;在载荷作用下,材料内部发生力的转移,表现为裂纹的偏移、扩展,损伤快速沿着纤维束轴向四周扩散。随着载荷的变化,损伤沿着以压头方向为主并逐渐向四周扩散的方式传播,此时下方已经出现了少量由于受拉伸应力影响的失效单元。最后,载荷不断加大,由于裂纹挠曲、转移会产生复合材料之间的频繁摩擦,并且SiC纤维与界面的热解碳消耗大部分的负载能量,并证明加载断裂(图4-3(a))出现的“假塑性断裂”行为。

图4-12 不同应变下含孔隙缺陷的2.5D机织SiCf/SiC复合材料的纱线和基体弯曲损伤分布应力云图
Fig.4-12 Stress nephogram of bending damage distribution of 2.5D woven SiCf/SiC composite, yarn and matrix with pores under different strains
进一步地,为了验证模型的准确性,将试样的最终损伤破坏样貌与模拟结果进行比对(图4-13),有趣的是,试样与模拟结果的最终损伤区域均出现在“巨型孔隙”处。在三点弯曲试验中,试样表现为上侧受压、下侧受拉伸应力,同时包含面内剪切作用。而对于SiCf/SiC复合材料,受制备工艺影响,孔隙的存在以及大小对其力学性能产生了巨大的影响。导致2.5D机织SiCf/SiC复合材料的最终破坏沿着纬纱与相邻经纱的接触面扩展,在“巨型孔隙”发生灾难性的破坏,进而导致材料的最终失效。这是因为基体以两个方向将应力传递给纤维,孔隙缺陷的产生削弱了应力传递机制,造成了较大的应力集中。

图4-13 三点弯曲试验中模型的应力云图与试样对比(a)经向含非均匀孔隙模型应力云图(b)纱线的应力云图(c)试样的最终宏观破坏Micro-CT图(d)基体的应力云图
Fig.4-13 Comparison of stress nephogram of the model and sample in the three-point bending test (a) stress nephogram of the model with non-uniform porosity in the warp direction (b) stress nephogram of the yarn (c) Micro-CT of the final macroscopic failure of the sample (d) stress nephogram of the matrix
本章小结
本章制备了2.5D机织SiCf/SiC复合材料,使用微计算机断层扫描技术(Micro-CT)对复合材料及其预制体进行了内部结构的表征,通过三点弯曲试验,并使用扫描电子显微镜和超景深三维显微镜记录弯曲损伤,研究了2.5D机织SiCf/SiC复合材料在室温下的弯曲性能及其失效机制。进一步地,通过ABAQUS软件对经向弯曲试样建立全尺寸含非均匀孔隙缺陷模型,并根据试验结果与模拟结果进行对比,通过分析研究得出以下结论:
(1)对于弯曲受力导致2.5D机织SiCf/SiC复合材料发生破坏主要是由弯曲应力、压缩应力以及面内剪切等多力耦合而导致材料发生纤维断裂、基体产生裂纹以及纤维与基体脱黏的破坏模式。
(2)2.5D机织SiCf/SiC复合材料在室温下的三点弯曲实验中,分别以经向、纬向作为弯曲的主承面时,纬向性能和经向性能明显不同,且纬向试样的弯曲强度大于经向试样,而弯曲模量却低于经向试样。
(3)经向、纬向2.5D机织SiCf/SiC复合材料在三点弯曲载荷下的损伤存在差异。经向主要沿着经纱与纬纱结合点出发生裂纹扩展,导致损伤破坏产生,纱线此时起到增韧作用;而纬向主要沿纬纱束之间发生裂纹,纱束断裂产生的弯曲破坏,纱线此时起到增强作用。
(4)基于统计分析与蒙特卡洛随机函数确定的2.5D机织SiCf/SiC复合材料模型与实验中力学损伤破坏吻合较好。导致2.5D机织SiCf/SiC复合材料最终破坏是沿着纬纱与相邻经纱的接触面扩展,在“巨型孔隙”发生灾难性的破坏,进而导致材料的最终失效。结果表明,所提出的含随机孔隙缺陷模型能够较好地描述三点弯曲下的2.5D机织SiCf/SiC复合材料的力学损伤行为,并可用于预测弯曲过程的模拟。
第五章 结论与展望
5.1 结论
本文以2.5D机织SiCf/SiC复合材料为研究对象,通过试验与数值模拟相结合的方法探究了制备过程中不可避免的随机孔隙分布对材料的拉伸、弯曲力学行为的影响。首先基于Micro-CT技术和Image-J软件对材料内部纤维束特征以及孔隙参数进行数据转化,并对其进行数值统计分析;提出一种蒙特卡洛随机算法生成具有含随机孔隙分布的模型,为精细化建模奠定基础;同时在万能材料试验机上对经向、纬向试样进行拉伸以及弯曲试验,基于Micro-CT技术、SEM以及超景深扫描手段采集了经向和纬向拉伸、弯曲的宏细观损伤形态,讨论不同方向(经向、纬向)结构下的2.5D机织SiCf/SiC复合材料拉伸、弯曲失效机理之间的差异;基于细观尺度以及全尺寸模型在ABAQUS软件下进行拉伸以及弯曲失效过程的模拟,并与试验结果进行对比,得到如下结论:
(1)2.5D机织SiCf/SiC复合材料内部纤维束截面均呈扁平椭圆状分布,且经向纤维束呈现近似一阶正弦曲线分布,而纬向纱线空间形态保持近似直线;由先驱体浸渍热裂解技术制备的2.5D机织SiCf/SiC复合材料基体内部出现大小不一、形状各异的孔隙,基于对2.5D机织SiCf/SiC复合材料内部扫描分析发现,内部经向纱线与纬向纱线的交界处出现规律的、体积分布略大的并且形状为扁长椭圆形的巨型孔隙;而基体中其余体积较小的孔隙均呈现随机性分布的特征。
(2)基于纤维束以及孔隙特征参数的统计分析分别重构了经向纱线与纬向纱线,并根据材料中孔隙的特征,依照扫描图像及数值统计分析将孔隙缺陷划分为两种:一种是基体中随机分布的小孔隙,另一种是处于经纱和纬纱交界处的呈扁平状的巨型孔隙。利用布尔操作和蒙特卡洛的随机算法分别建立2.5D机织SiCf/SiC复合材料基体中的“巨型孔隙”和“小孔隙”,将真实材料中的纱线以及孔隙与重构后的纱线以及孔隙进行对比。结果表明,重构的纱线以及孔隙与材料中的纱线形态以及孔隙分布具有较强的一致性。
(3)2.5D机织SiCf/SiC复合材料经向和纬向试样的拉伸应力应变曲线均呈现明显“非线性特征”。试样的拉伸破坏为拉伸应力、剪切应力耦合作用的结果。经向拉伸主要沿着纤维与界面发生脱粘和滑移,导致裂纹沿截面偏转并可能分叉;而纬向试样端口特征为明显的台阶状,纤维束和纤维单丝拔出比例少,是以纤维束和纤维簇脆性断裂为主。建立了三种不同孔隙分布的模型:理想化不含孔隙缺陷模型(I-model)、均匀孔隙分布模型(U-model)和非均匀孔隙分布模型(N-model),并与拉伸试验结果进行比对。经向拉伸中,破坏发生在经纬纱交接处的宏观孔隙,即应力云图中的“巨大孔隙”处。纬向拉伸中,沿经纱方向的基体应力分布均匀,与试验的端口形貌一致。结果表明,所提出的N-model能够准确预测2.5D机织SiCf/SiC复合材料的力学行为,全场应力分布和损伤。
(4)对于弯曲受力导致2.5D机织SiCf/SiC复合材料发生破坏主要是由弯曲应力、压缩应力以及面内剪切等多力耦合而导致材料发生纤维断裂、基体产生裂纹以及纤维与基体脱黏的破坏模式。2.5D机织SiCf/SiC复合材料在室温下的三点弯曲实验中,分别以经向、纬向作为弯曲的主承面时,纬向性能和经向性能以及损伤存在差异。经向主要沿着经纱与纬纱结合点出发生裂纹扩展,导致损伤破坏产生,纱线此时起到增韧作用;而纬向主要沿纬纱束之间发生裂纹,纱束断裂产生的弯曲破坏,纱线此时起到增强作用。基于统计分析与蒙特卡洛随机函数确定的2.5D机织SiCf/SiC复合材料模型与实验中力学损伤破坏吻合较好。导致2.5D机织SiCf/SiC复合材料最终破坏是沿着纬纱与相邻经纱的接触面扩展,在“巨型孔隙”发生灾难性的破坏,进而导致材料的最终失效。结果表明,所提出的含随机孔隙缺陷模型能够较好地描述三点弯曲下的2.5D机织SiCf/SiC复合材料的力学损伤行为,并可用于预测弯曲过程的模拟。
5.2 展望
本文对2.5D机织SiCf/SiC复合材料的内部结构进行研究,首先利用Micro-CT获取结构预制体以及复合材料内部结构纤维束以及孔隙的切片图像,并基于统计数据分析提出了一种随机生成基体中孔隙缺陷的方法,建立了非理想状态下更接近真实结构的内部单胞模型,分析了孔隙缺陷以及细观结构对拉伸、弯曲失效机理的影响。在此基础上,将有限元分析与试验相结合,对此随机生成孔隙方法进行评估。上述研究过程及所得结论为2.5D机织SiCf/SiC复合材料性能优化提供了理论支撑以及研究方法指导,为含孔隙缺陷的陶瓷基复合材料的性能预测和评估提供了新方法,拓宽了细观建模的思路。但目前仍存在几个需要深入研究的问题:
(1)在本研究中,局限于复合材料中基体与纱线均为碳化硅,在通过Micro-CT扫描处理中,基体与纱线灰度值相差不大,因此从复合材料中对纱线轮廓的提取显得尤为困难,并且容易造成较大的误差。目前在SiCf/SiC复合材料中施加不同要求界面层达到材料致密化要求,这就为纱线与基体在图像的采集分割提供了可行的方法。采取一种界面层,使其既与纱线和基体有不同的分辨组分,又能保证为材料致密化提供保证,这样更有利于基于图像堆叠分离出纱线,达到统计纱线特征的目的。
(2)在复合材料实际制备过程中,孔隙不仅是随机产生的,其尺寸大小也存在随机性问题,如何在陶瓷基复合材料模型中随机添加不同尺寸大小分布的孔隙缺陷,并且考虑纤维束之间存在的孔隙,建立含有更加真实缺陷结构的陶瓷基复合材料的建模手段也是学者们后续研究的方向。
(3)机织复合材料在制备过程中,纤维束截面形态难免会发生各种变化以及挤压,如何借助先进的表征技术手段(Micro-CT)建立更加接近纤维束形态变化结构的细观尺寸2.5D机织SiCf/SiC复合材料模型,也是未来研究的重点。